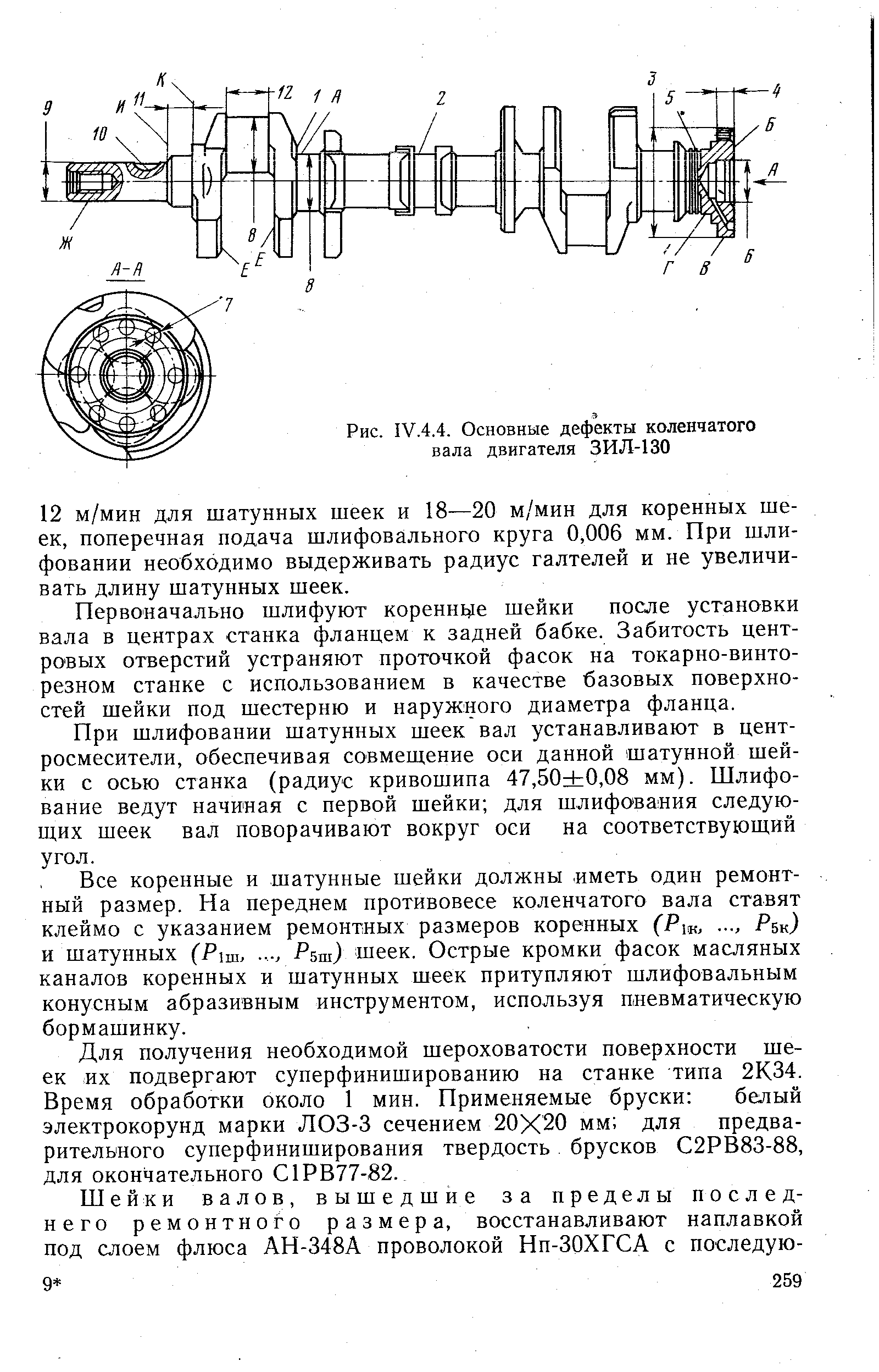
Шлифовка коленвала: цена и важные моменты
Процесс достаточно сложный и требует большого опыта от специалиста
Крайне важно соблюдать технологию и понимать принцип работы КШМ. Стоимость шлифовки и проточки обычно высока
Но это вполне обоснованные траты, так как новый коленвал обойдется все равно на 40-60 % дороже. Многие автовладельцы наивно считают, что для шлифовки нужен лишь соответствующий станок, но это совсем не так. Если мастер без опыта или достаточной заинтересованности берется за такую работу, то это может привести к грубым ошибкам, которые выльются в проблемы практически сразу.
![]()
Хотелось бы более подробно остановиться на вопросе, а во сколько же встанет качественная шлифовка коленвала. Цена очень сильно изменяется в зависимости от марки автомобиля и установленного двигателя. Чем больше цилиндров, тем больше придется заплатить. Отечественный ВАЗ отремонтировать дешевле всего, а двигатели V8 — крайне дорого. Расценки на одну лишь шлифовку могут изменяться от 2000 рублей и до 15 000, а в некоторых случаях и выше.
Ремонт коленвала
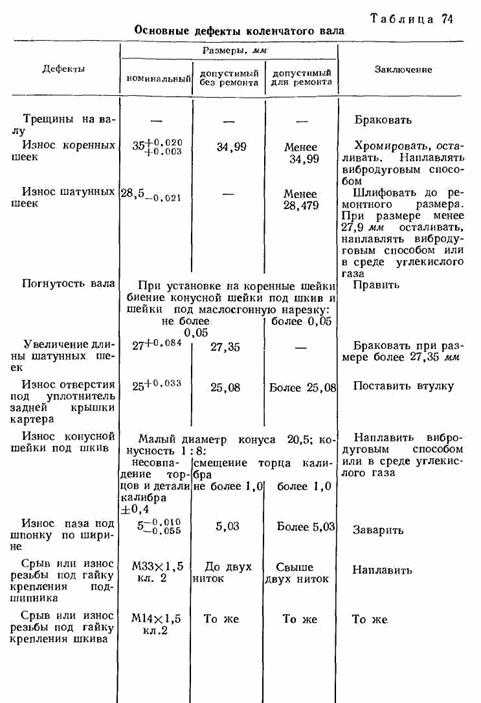
Ремонт или замена коленчатого вала — процесс трудоемкий. Как правило, он требует практически полной разборки двигателя, осмотра и дефектовки всех его узлов и механизмов. Коленчатый вал снимают и измеряют осевые биения. В случае допустимой выработки поверхности шеек и шатунов коленчатого вала пришлифовывают под ремонтные размеры подшипников. Постель с выработкой тоже подлежит механической обработке с «одной установкой» на специальном станке. Расточка коленвала позволяет установить вкладыш следующего ремонтного размера.
![]() Проточка постели коленчатого вала
Проточка постели коленчатого вала![]() Шлифовка коленчатого вала
Шлифовка коленчатого вала
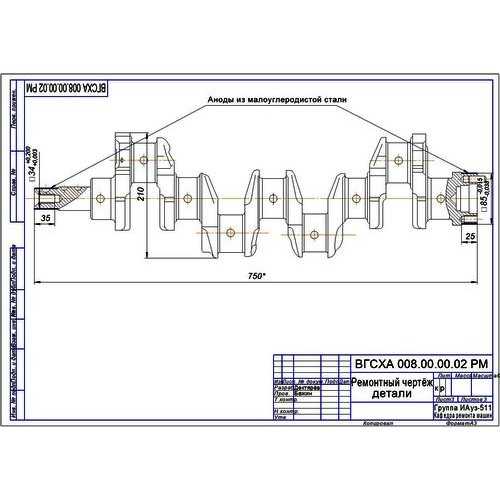
Размеры шеек имеют ремонтные допуски. Простая шлифовка коленвала не поможет в случае, если износ или повреждения слишком сильные. Коленчатый вал — деталь недешевая, а если речь идет, например, о крупногабаритной сельхозтехнике, сумма будет внушительной. Даже сильно изношенные поверхности трения можно восстановить. Толщина выработки компенсируется с помощью наплавки электросваркой под флюсом, плазменного напыления твердых сплавов, газотермичекого напыления и др. Затем коленвал шлифуется, «доводится» до необходимых ремонтных размеров. Это технологически сложный процесс, его лучше доверить специалистам.
![]() Автоматизированное газо-термическое напыление шеек и балансиров коленчатого вала
Автоматизированное газо-термическое напыление шеек и балансиров коленчатого вала
Качественно выполненное восстановление и шлифовка коленвала может обеспечить 100% ресурса его работы. Следует учитывать, что с увеличением ремонтного размера коленчатый вал может сместиться со своего заводского посадочного места. Потребуется точная установка коленвала с подборкой вкладышей. Коленвал с критическими повреждениями или осевым искривлением придется поменять.
![]() Замер осевых смещений коленвала с помощью щупа
Замер осевых смещений коленвала с помощью щупа![]() Комплект измерительных стальных пластин щупов
Комплект измерительных стальных пластин щупов
Повышенное содержание металлической стружки в фильтре и поддоне указывает на износ пар трения. В таких случаях нужно срочно найти причину образования такой стружки.
Диаметр шеек коленвала можно измерить обычным микрометром. Параметры разбалансировки, биений и осевых люфтов коленчатых валов определяют с помощью специальных индикаторов. Для этого нужно либо разместить вал на специальный стенд или станок, либо установить индикатор с магнитным штативом на блок двигателя. Замер выполняется при вращении.
![]() Стенд с установленным индикатором часового типа для замера биений коленчатого вала
Стенд с установленным индикатором часового типа для замера биений коленчатого вала![]() Индикатор часового типа, установленный на блок двигателя
Индикатор часового типа, установленный на блок двигателя
Для определения зазора между шейками коленчатого вала и подшипниками применяют калиброванную пластиковую проволоку и бумажный шаблон со специальной шкалой. Способ довольно прост и доступен. Кусочек проволоки устанавливают на обезжиренную поверхность шейки коленчатого вала. Для ее фиксации можно применить небольшое количество густой смазки. Затем шейка накрывается подшипником и крышкой. Крышки обтягиваются, проволока внутри раздавливается на плоскости шейки (резьбовые соединения нужно затягивать динамометрическим ключом). Болты раскручивают и снимают крышку. Далее остается измерить ширину расплющенной полоски шаблоном. Значение будет соответствовать достаточно точному значению зазора.
![]() Измерение зазоров между шейкой и подшипником с помощью калиброванной проволоки и шаблона
Измерение зазоров между шейкой и подшипником с помощью калиброванной проволоки и шаблона
Поршень с кольцами и пальцем
Поршень – это небольшая цилиндрическая деталь, изготовленная из алюминиевого сплава. Его основным назначением является преобразование давления выделяемых газов в поступательное движение, передаваемое в шатун. Возвратно-поступательное движение обеспечивается за счет гильзы.
Поршень состоит из юбки, головки и дна (днища). Дно может иметь разную форму (выпуклую, вогнутую или плоскую), в нем содержится камера сгорания. На головке расположены небольшие канавки для поршневых колец (маслосъемных и компрессионных).
Кольца компрессионного типа предотвращают возможное попадание газов в двигательный картер, а кольца малосъемного типа предназначены для удаления лишнего масла со стенок цилиндра.
Юбка оснащена специальными бобышками с отверстиями, для установления поршневого пальца, соединяющий поршень и шатун.
Шатун
Шатун – еще одна деталь КШМ, которая изготавливается из стали методом штамповки или ковки, оснащенная шарнирными соединениями. Шатун предназначен для передачи энергии движения от поршня к валу.
Шатун складывается из верхней, разборной нижней головки и стержня. Верхняя головка соединяется с поршневым пальцем. Нижнюю разборную головку можно соединять с шейкой вала с помощью крышек (шатунных).
Кривошип (колено)
К любому кривошипу (колено) крепится шатун поршня. Зачастую кривошип располагается от оси шеек в определенном радиусе, что определяет ход поршня. Именно эта деталь дала название кривошипно-шатунному механизму.
Коленчатый вал
Еще одна подвижная деталь механизма сложной конфигурации, изготовленная из чугуна или стали. Основным назначением вала является преобразование поступательного поршневого движения поршня во вращательный момент.
Коленчатый вал складывается из шеек (коренных, шатунных), щек (соединяющих шейки) и противовесов. Щеки создают равновесие при работе всего механизма. Внутри шейки и щеки оснащены небольшими отверстиями, через которые под давлением происходит подача масла.
Маховик
Маховик, как правило, установлен на конце вала. Изготавливается из чугуна. Маховик предназначен для повышения равномерного вращения вала для запуска двигателя с помощью стартера.
В настоящее время чаще применяются маховики двухмассового типа – два диска, которые достаточно плотно соединены между собой.
Блок цилиндров
Это неподвижная деталь КШМ, которая изготавливается из чугуна или алюминия. Блок предназначен для направления поршней, именно в них осуществляется весь рабочий процесс.
Блок цилиндров может быть оснащен рубашками охлаждения, постелями для подшипников (распределительного и коленчатого вала), точкой крепления.
Головка цилиндров
Эта деталь оснащена камерой сгорания, каналами (впускными и выпускными), отверстиями для свечей зажигания, втулками и седлами. Головка цилиндров изготавливается из алюминия.
Как и блок, головка также имеет рубашку охлаждения, которая соединяется с рубашкой цилиндра. А вот герметичность этого соединения обеспечивается специальная прокладка.
Закрывается головка небольшой штампованной крышкой, при этом между ними устанавливается резиновая прокладка, устойчивая к воздействию масел.
Поршень, гильза цилиндров и шатун образуют то, что автомобилисты обычно называют цилиндр. Двигатель может иметь от одного до 16, а иногда и больше цилиндров. Чем больше цилиндров, тем больше общий рабочий объем двигателя и, соответственно, тем больше его мощность. Но нужно понимать, что при этом одновременно с мощностью растет и расход топлива. Цилиндры в двигателе могут располагаться по различным компоновочным схемам:





- рядная (оси всех цилиндров располагаются в одной плоскости)
- V-образная компоновка (оси цилиндров располагаются под углом 60 или 120 градусов в двух плоскостях)
- оппозитная компоновка (оси цилиндров располагаются под углом 180 градусов)
- VR-компоновка (аналогично V-образной, но плоскости располагаются под небольшим углом относительно друг друга)
- W-образная компоновка представляет собой совмещение на одном коленчатом валу двух VR-компоновок, расположенных V-образно со смещением относительно вертикали
От компоновочной схемы зависит балансировка двигателя, а так же его размер. Наилучшей балансировкой обладает оппозитный двигатель, однако он редко используется на автомобилях из-за конструктивных особенностей.
Так же отличным балансом обладает рядный шестицилиндровый двигатель, но его применение на современных автомобилях практически невозможно из-за его громоздкости. Наибольшее распространение получили V-образные и W-образные двигатели из-за наилучшего сочетания динамических характеристик и конструктивных особенностей.
https://youtube.com/watch?v=_FvTszSYibg
Измерение зазора в подшипнике при помощи «Plastigage»
Измерение ширины расплющенной проволоки и определение зазора в подшипнике
Определение зазора в коренных и шатунных подшипниках при помощи пластиковой проволоки «Plastigage» можно считать не только самым точным, но и самым дешёвым способом. Для его проведения не требуется приобретения дорогого мерительного инструмента. Многие заводы-изготовители рекомендуют обязательно проводить окончательный контроль зазора в подшипниках только этим способом. Во многих странах измерение зазоров при помощи «Plastigage» производится уже более 30 лет.
Измерительная пластиковая проволока «Plastigage» имеет точную калибровку по диаметру и имеет стабилизированные физические свойства по всей длине проволоки в широком диапазоне температур. Разумеется, её применение при отрицательных температурах не рекомендуется, поскольку при низких температурах проволока «Plastigage» меняет свои физические свойства и становится хрупкой. Не следует проводить подобные измерения также при очень высокой температуре.
Хрупкой проволока может стать также в результате длительного хранения.
Перед началом измерения зазора внимательно ознакомьтесь с инструкцией по применению измерительной проволоки «Plastigage». Измерительная проволока может быть предназначена для измерения ограниченного диапазона зазоров.
Перед проверкой тщательно очистите и обезжирьте все детали – коленчатый вал, вкладыши подшипников и места установки вкладышей, как в блоке цилиндров, так и в крышках коренных подшипников, при измерении зазоров в коренных подшипниках. При измерении зазоров в шатунных подшипниках, соответственно, очистите места установки вкладышей в шатунах и крышках шатунов. Убедитесь, что под вкладыши не попали никакие посторонние материалы. Наличие посторонних материалов не только исказит результаты измерения, но и в дальнейшем ускорит износ вкладыша.
Не применяя никакой смазки, осторожно установите именно те вкладыши, которые будут использоваться. Отрежьте куски измерительной проволоки «Plastigage» длиной чуть меньше ширины шеек
И положите куски проволоки строго вдоль оси коленчатого вала.
После установки измерительной проволоки на шейки вала не допускается даже минимальное вращение вала. Даже небольшое смещение вала приведёт к искажению измерений.
Установите крышки подшипников и, используя динамометрический ключ и, при необходимости, измеритель угла доворота болта затяните болты крышек коренных (шатунных) подшипников. Болты крышек коренных подшипников затягивайте строго в установленной очередности за несколько проходов, в соответствии с методикой установки коленчатого вала.
В соответствии с методикой снятия коленчатого вала снимите все крышки коренных подшипников. При помощи специального шаблона, входящего в комплект «Plastigage» определите ширину расплющенной проволоки и на основании этого определите зазор в подшипнике.
Если зазор не соответствует установленной технической норме, подберите вкладыши другой толщины. Если при помощи подбора вкладышей не получается установить рекомендованный техническими нормами зазор, отремонтируйте или замените коленчатый вал.
Ширина расплющенной измерительной проволоки должна быть одинаковая по всей длине одного куска. Если ширина расплющенной измерительной проволоки имеет различное значение по длине, в подшипнике имеется конусность. Придётся проверить конусность шейки коленчатого вала и конусность отверстия подшипника.
При помощи измерительной проволоки можно проверить и овальность шейки коленчатого вала (но не отверстия подшипника). Для этого после измерения зазора в подшипнике указанным способом, поверните коленчатый вал на 90º — 100º и ещё раз выполните измерение зазора. По разности двух измерений можно определить овальность шейки коленчатого вала.
После выполнения всех измерения тщательно удалите остатки измерительной проволоки. В целях исключения повреждения поверхности шеек вала, не применяйте для удаления проволоки металлические предметы. Остатки проволоки легко удаляются при помощи растворителя.
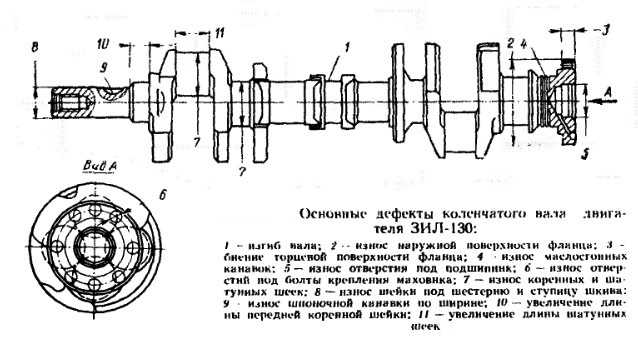
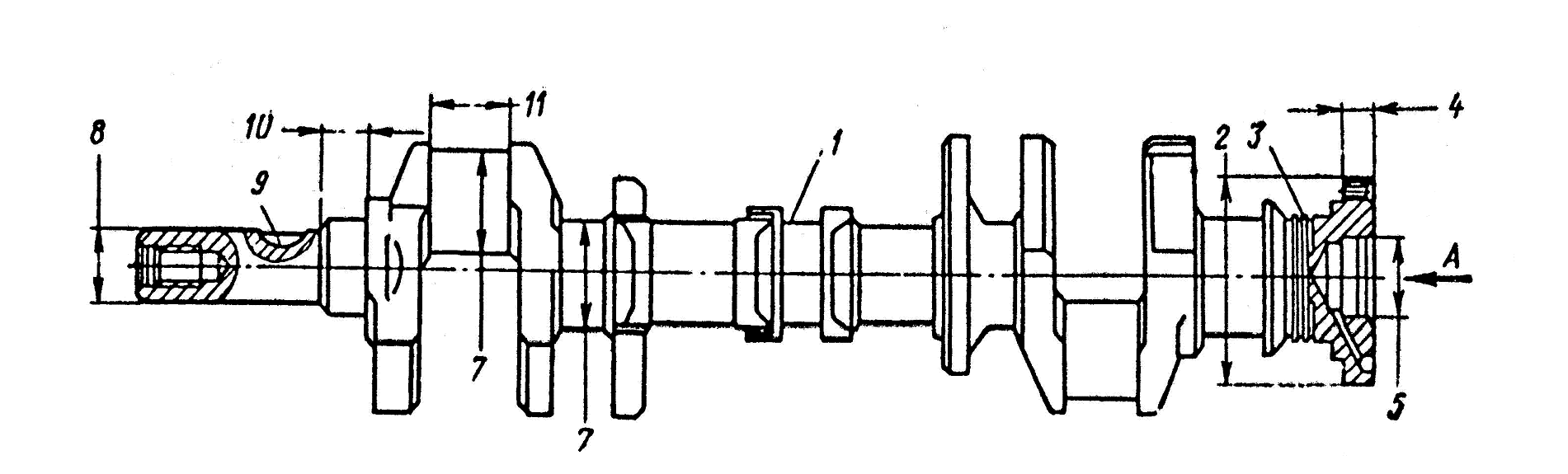
Устройство коленчатого вала
В состав системы рассматриваемой детали двигателя входят коренные и шатунные шейки, которые объединены друг с другом щеками. Что касается количества шеек, то число коренных, как правило, превышает шатунные на одну единицу. Такие валы имеют название полноопорные. Шатунные шейки отличаются меньшим диаметром по сравнению с коренными. В направлении, обратном расположению шатунной шейки, устанавливается противовес. Этот элемент способствует равновесию поршней и шатунов
Его функционирование очень важно, так как оно гарантирует плавность работу всего двигателя
Шатунные шейки располагаются между двумя щеками. Их наименование — колено. Колена устанавливаются исходя из количества, способа работы и места расположения цилиндров, а также от динамики двигателя. Главная задача колен — поддержка равновесия ДВЗ, равномерное воспламенение, сведение к минимуму колебаний и изгибающих моментов
Кроме того, важной функцией шатунной шейки является опора для шатуна
В системе устройства коленвала самую большую степень загруженности имеет участок, где шейка вала переходит к щеке. Для того, чтобы концентрация напряжения находилась на низком уровне, данный переход устанавливается с галтелью (радиус закругления). Система галтелей способствует удлинению коленчатого вала.
Подшипники скольжения, являющиеся составной частью вала, способствуют вращательным движениям вала в опорах и шатунов в шейках. Подшипники представляют собой вкладыши с тонкими стенками. Их производят из высококачественной стальной ленты, на поверхность которой наносят антифрикционный раствор.
Чтобы не происходило вращение вкладышей около шейки, устанавливается выступ, фиксирующий их расположение в опоре. А для того, чтобы избежать осевой динамики коленчатого вала, применяется подшипник скольжения. Его устанавливают на коренной шейке (крайней или внутренней средней).
Узнайте про способы проверки датчика коленвала
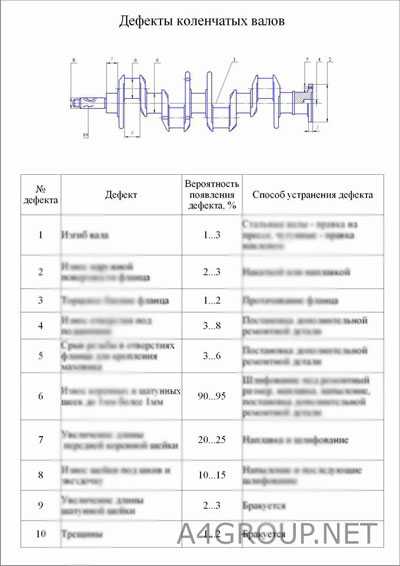
Возможные проблемы коленвала и их решение
Хотя коленвал изготавливается из прочного металла, из-за постоянных нагрузок он может выйти из строя. Данная деталь испытывает механические нагрузки от поршневой группы (порой давление на один кривошип может достигать десяти тонн). Помимо этого во время работы мотора температура внутри него поднимается до нескольких сотен градусов.
Вот некоторые причины поломок составной части кривошипно-шатунного механизма.
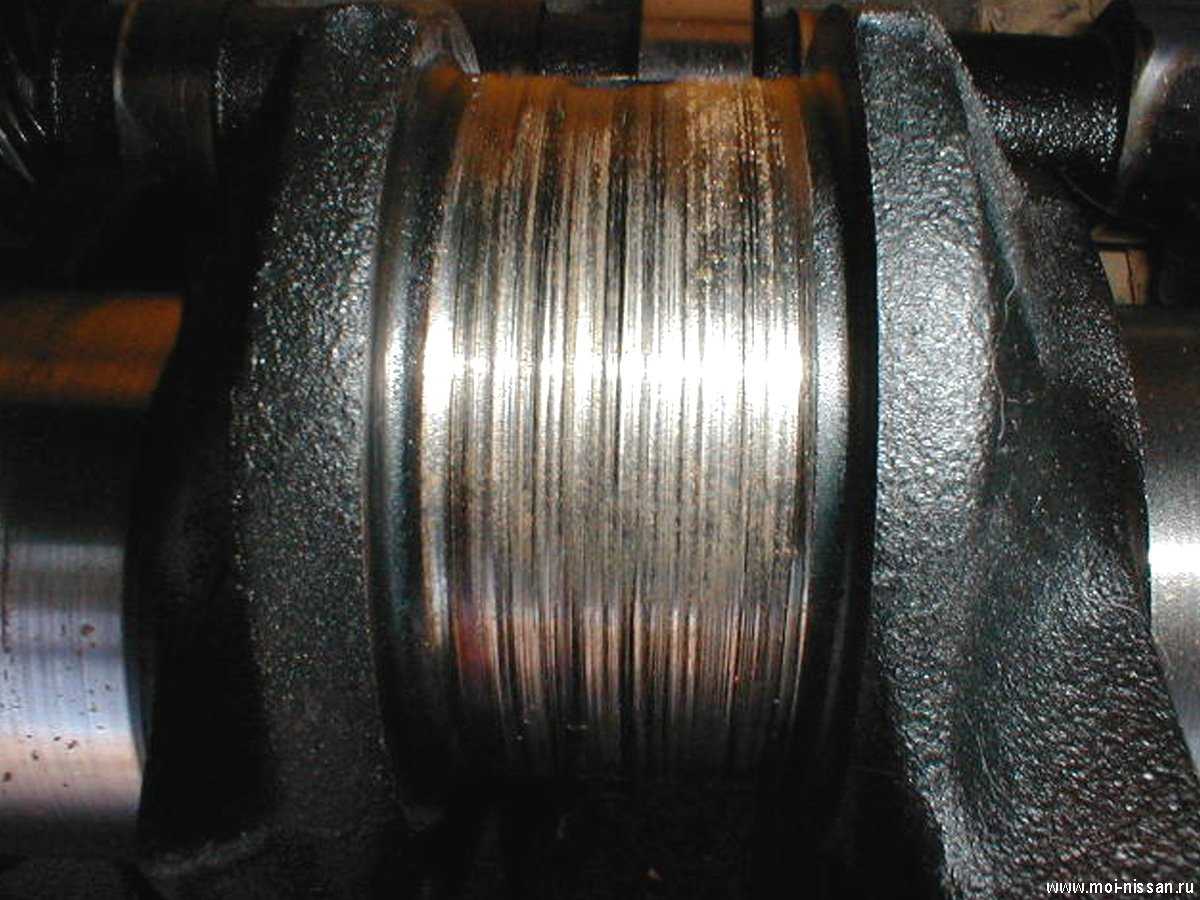
Задиры шатунных шеек кривошипа
![]()
Износ шатунных шеек – распространенная неисправность, так как в этом узле образуется сила трения при большом давлении. В результате таких нагрузок на металле появляются выработки, которые затрудняют свободный ход подшипников. Из-за этого коленвал неравномерно нагревается и впоследствии может деформироваться.
Игнорирование данной проблемы чревато не только сильными вибрациями в моторе. Перегрев механизма приводит к его разрушению и по цепной реакции – всего двигателя.



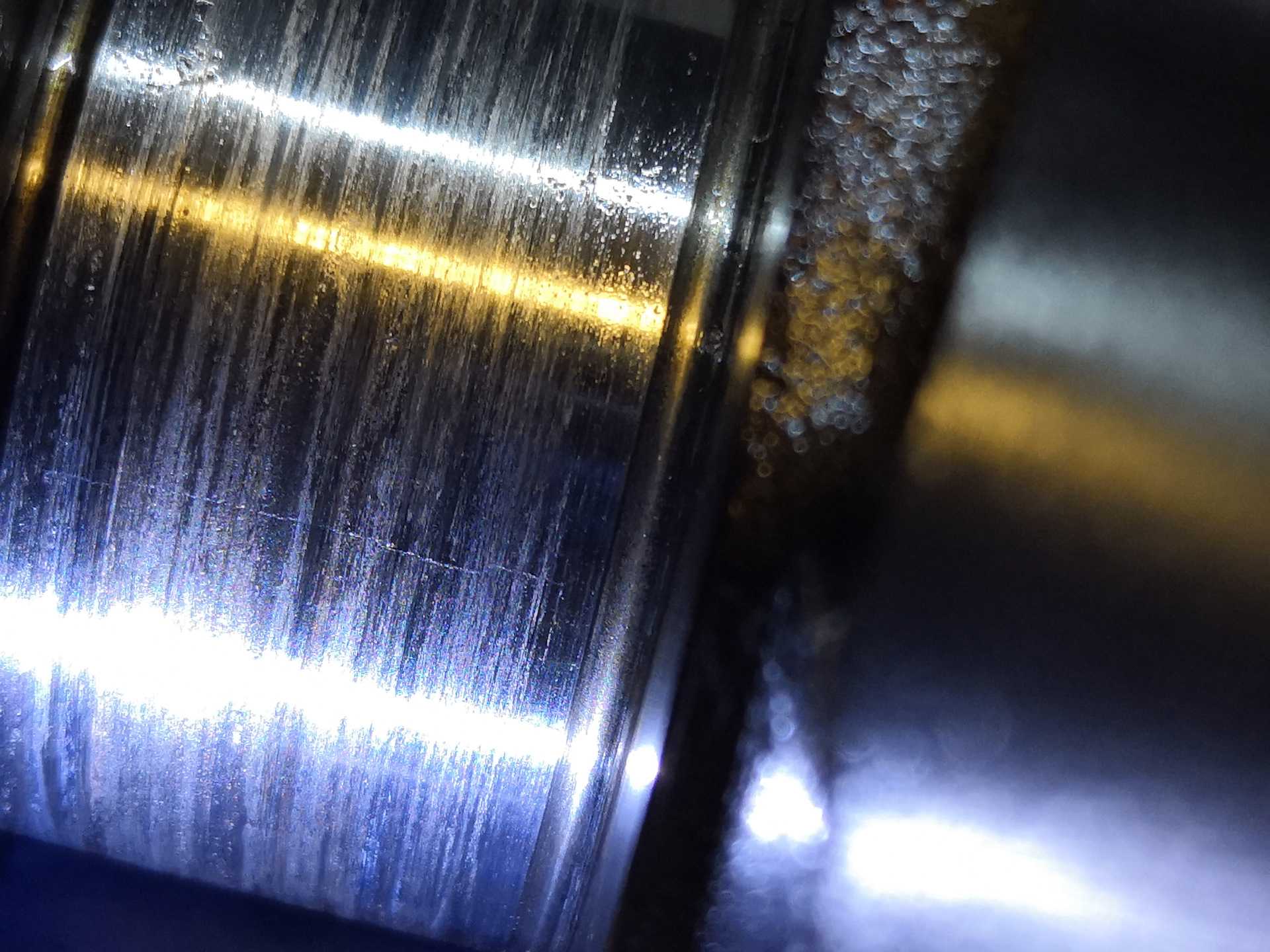
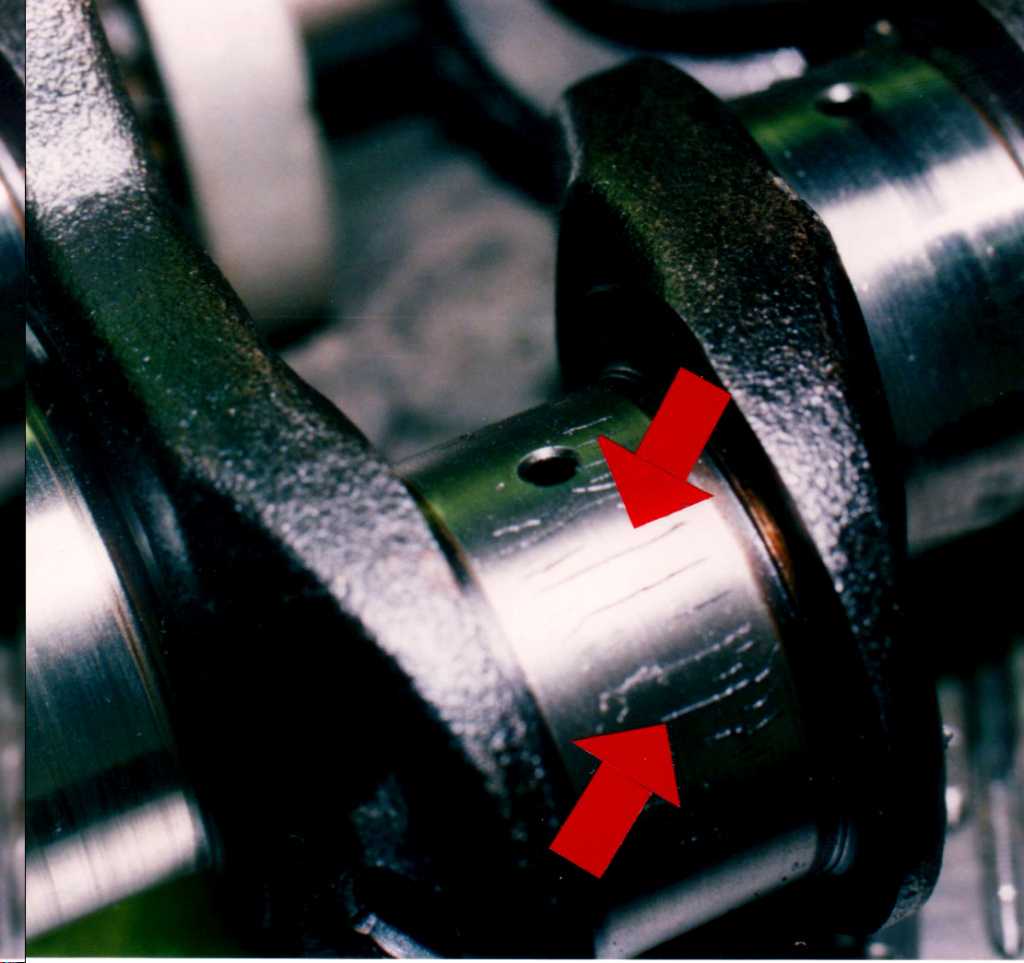
Проблема устраняется путем шлифовки шатунных шеек. При этом их диаметр уменьшается. Чтобы размер этих элементов был одинаковым на всех кривошипах, данную процедуру следует выполнять исключительно на профессиональных токарных станках.
![]()
Так как после процедуры технические зазоры детали становятся больше, после обработки на них устанавливается специальный вкладыш, компенсирующий образовавшееся пространство.
Задиры появляются из-за низкого уровня масла в картере двигателя. Также на возникновение неисправности влияет качество смазки. Если не менять масло вовремя, оно загустевает, от чего масляный насос не способен создать нужное давление в системе. Своевременное ТО позволит кривошипно-шатунному механизму работать длительный срок.
Срез шпонки кривошипа
![]()
Шпонка кривошипного механизма позволяет передать крутящий момент с вала на приводной шкив. Эти два элемента оснащены пазами, в которые вставляется специальный клин. Из-за некачественного материала и большой нагрузки эту деталь в редких случаях может обрезать (например, при заклинивании двигателя).
Если пазы шкива и КШМ не разбиты, то достаточно просто заменить эту шпонку. В старых моторах такая процедура может не принести желаемого результата из-за люфта на соединении. Поэтому единственным выходом из ситуации будет замена этих деталей на новые.
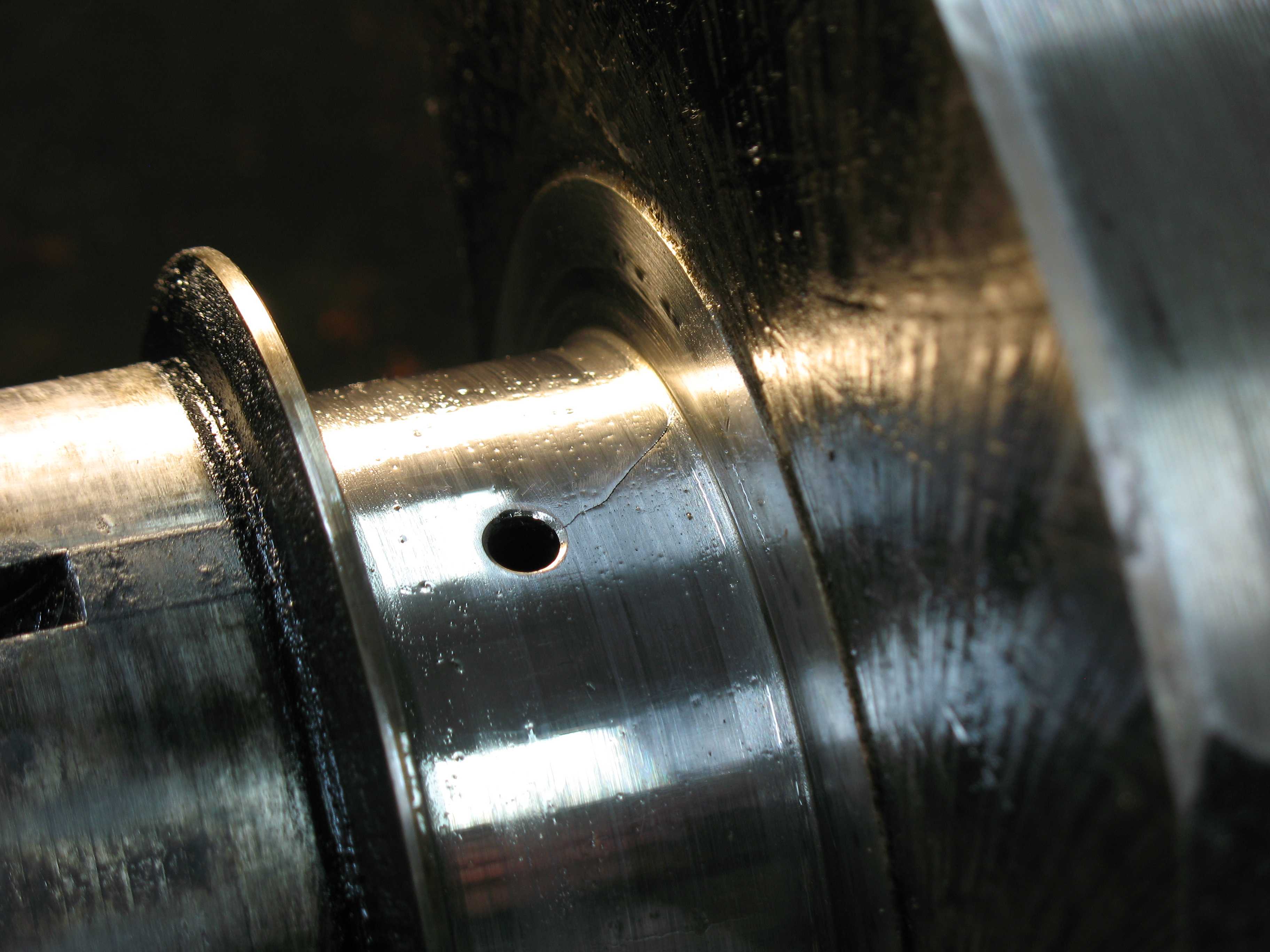
Износ отверстий фланца
![]()
На хвостовике коленчатого вала закреплен фланец с несколькими отверстиями для подсоединения маховика. Со временем эти гнезда могут разбиваться. Такие неисправности относятся к категории усталостного износа.
В результате работы механизма под большими нагрузками в металлических деталях образуются микротрещины, из-за которых образуются одиночные или групповые углубления на соединениях.
Неисправность устраняется путем рассверливания отверстий под больший диаметр болтов. Эту манипуляцию следует выполнить как с фланцем, так и с маховиком.
Течь из-под сальника
![]()
На коренных шейках вала устанавливается два сальника (по одному с каждой стороны). Они предотвращают вытекание масла из-под коренных подшипников. Если смазка попадает на приводные ремни газораспределительного механизма, это значительно снижает их ресурс.
Течь сальников может появиться по следующим причинам.
- Вибрации коленчатого вала. В этом случае изнашивается внутренняя часть сальника, и она неплотно прилегает к шейке.
- Длительный простой на морозе. Если машина долго стоит на улице, сальник пересыхает и теряет свою эластичность. А из-за мороза он дубеет.
- Качество материала. Бюджетные детали всегда имеют низкий рабочий ресурс.
- Ошибка в установке. Большинство механиков производят монтаж при помощи молоточка, аккуратно набивая сальник на вал. Чтобы деталь функционировала дольше, производитель рекомендует использовать предназначенный для данной процедуры инструмент (оправка для подшипников и сальников).
Чаще всего сальники изнашиваются одновременно. Однако если возникла необходимость в замене только одного – следует поменять и второй.
Расположение, особенности конструкции
Коленчатый вал установлен под блоком цилиндров, внутри картера ДВС. При таком расположении механизм находится в масляной ванне (за счет чего обеспечивается смазка, рассмотрим позже). Но есть и исключения. Это оппозитные ДВС автомобилей «Порш» и «Субару». В этих авто цилиндры располагаются горизонтально, а потому коленвал находится между рядами цилиндров, в центре ДВС. Такая конфигурация привлекательна тем, что автомобиль имеет более низкий центр тяжести, а сам ДВС более компактный и хорошо отбалансирован.
Конфигурация колен, их число и расположение зависит от:
- Порядка работы цилиндров.
- Количества цилиндров в ДВС.
В устройство коленчатого вала входят:
- Опорные шейки. Выполняют опорную функцию. Данные шейки располагаются на главной оси вала.
- Шатунные шейки. Их особенность в том, что они смещены относительно вала. К шатунным шейкам крепятся шатуны. Именно через эти шейки передается толкательное усилие от поршней на коленчатый вал.
- Щеки. Для чего нужны они? Их функция – соединить шатунные и коренные шейки.
- Балансиры. Служат для исключения колебаний вала при его вращении.
- «Носок». Это передняя часть вала, что выступает за картер ДВС. На этом участке крепится шкив, благодаря которому вращается ремень ГРМ и ремни навесных агрегатов.
- Хвостовик. Это задняя часть вала. На хвостовике закреплен маховик. Именно он передает крутящий момент на коробку передач посредством ведомого диска сцепления.
- Сальники. Всего их два – передний и задний. Сальники служат для уплотнения соединений и предотвращают течь масла через хвостовик и «носок» вала.
- Подшипники. Служат для легкого вращения вала. Всего их несколько. Это подшипники хвостовика и «носка» коленвала.
https://youtube.com/watch?v=pFmfP2qxRdo
О системе смазки
Так как вкладыши являются подшипниками скольжения, им требуется смазка. Она осуществляется под давлением. К опоре коренного подшипника вала обеспечивается подача смазки от общей магистрали. Масло подается под давлением.
Детонационное напыление
Самым перспективным способом восстановления параметров коленвала считается детонационное напыление. В этом процессе разгон потока порошка из бункера накопителя до поверхности происходит за счет энергии взрыва, произведенного внутри газового потока.
Используется детонационная пушка. У нее присутствует с одного конца охлаждаемый водой ствол. Его заполняет газовая смесь, которая при достижении нужной концентрации может взорваться.
В результате взрыва в ограниченном пространстве возникает струя, скорость которой 1000…1200 м/с. При соударении с твердой поверхностью в результате удара в зоне контакта температура повышается до 2000…2200 ⁰С. Происходит мгновенное разогревание зоны контакта, частица образует с телом жесткую связь. Ее крайне трудно разрушить механическим путем. Микросварка соединяет разнородные порошок и стальную поверхность.
Детонационное напыление твердых порошков:
После «выстрела» производится продувка ствола негорючим газом. Поток попадает не только на ствол, он направляется в зону сварки, охлаждает ее до 20…30 ⁰С. Затем возобновляется процесс. Происходит очередной выстрел. Еще определенное количество порошка подается на наплавку.
Этот способ наплавки (напыления) превосходит по своим параметрам любой другой вариант.
Внимание! Детонационное напыление может осуществляться не только на металлы. Поток порошка приваривается на пластики, керамику, стекло и другие тугоплавкие материалы.
В настоящее время по заказу заинтересованных предприятий может быть спроектировано и изготовлено индивидуальное высокотехнологичное оборудование
Конечно, цена на него может быть достаточно высокой. Высокое качество восстанавливаемых деталей позволит окупить капиталовложения
В настоящее время по заказу заинтересованных предприятий может быть спроектировано и изготовлено индивидуальное высокотехнологичное оборудование. Конечно, цена на него может быть достаточно высокой. Высокое качество восстанавливаемых деталей позволит окупить капиталовложения.
Видео: восстановление коленвала.
https://youtube.com/watch?v=zF_K-qRlLJk





Коленчатый вал это конструкция, короче много раз изогнутая железяка
Коленвал представляет собой расположенные на одной оси коренные шейки, соединенные щеками и шатунные шейки, количество которых определяется числом цилиндров. При помощи шатунов шейки коленвала соединены с поршнями.
В зависимости от того как расположены коренные шейки, коленвал бывает:
- полноопорный – если коренные шейки располагаются по обе стороны от шатунной шейки;
- неполноопорный – если коренные шейки располагаются только с одной стороны от шатунной шейки.
Большинство современных автомобильных двигателей оснащены полноопорными коленчатыми валами.
Основные элементы КВ
К основным элементам относятся:
- Коренная шейка – это главная часть узла, которая находится на коренных подшипниках (вкладышах), расположенных в картере;
- Шатунная шейка – соединяет коленчатый вал с шатунами. Смазываются шатунные механизмы через специальные масляные каналы. Шатунные шейки смещены в стороны;
- Щеки коленвала – соединяют коренные и шатунные шейки;
- Противовесы – уравновешивают вес поршней и шатунов;
- Передняя, фронтальная часть или носок – элемент механизма, оснащенный зубчатым колесом (шкивом) и шестерней, а в отдельных случаях еще и гасителем колебаний. Он контролирует мощность привода газораспределительного механизма (ГРМ) и других устройств;
- Задняя часть (хвостовик) – элемент механизма, соединенный с маховиком с помощью маслоотражающего гребня и маслосгонной резьбы, выполняет отбор мощности.
Тыльная и фронтальная стороны коленчатого вала уплотняются защитными сальниками, которые не допускают протекания масла в местах, где маховик выходит за пределы блока цилиндров.
Движение коленвала гарантируют подшипники скольжения, которые представляют собой тончайшие стальные вкладыши, со специальным антифрикционным слоем. Чтобы не допустить осевое смещение, существует упорный подшипник, устанавливаемый на коренную шейку (крайнюю или среднюю).
Материалы для изготовления
Коленчатый вал это трудяга, который подвергается действию сильных, быстроизменяющихся нагрузок. Показатели его надёжности определяются конструктивными особенностями и материалами, из которого он сделан.
У этого элемента двигателя, обычно, цельная структура. Так что материалы для его изготовления должны использоваться максимально прочные, потому что от этого зависит стабильная работа системы. Лучшие материалы ‒ углеродистая и легированная сталь и высокопрочный чугун.
Коленчатые валы изготавливают методом литья, ковки из стали, а затем их вытачивают. Заготовки производят горячей штамповкой или литьем.
Важный момент ‒ расположение волокон материалов в заготовке. Чтобы они не перерезались в процессе обработки, применяют гибочные ручьи. Когда заготовка изготовлена, её еще раз обрабатывают высокой температурой и освобождают от окалины.
Материал и технология производства зависит от класса и типа автомобиля.
- Для серийных моделей коленвалы производятся методом литья из чугуна. Это уменьшает себестоимость.
- Для дорогих спортивных моделей берут кованные стальные коленвалы. Такой вариант обладает рядом преимуществ по размерам, весу и показателям прочности, и все чаще используются в автомобилестроении.
- Для супердорогих двигателей изделие вытачивается из цельных стальных болванок. При этом приличная часть материала остается в отходах.
Конструктивные особенности
Теперь вы знаете, что кроме серийных, есть и спортивные коленвалы. Они дают возможность ускорить ход поршня в крайней точке сжатия, благодаря специальной форме шатунных шеек. У стандартного вала они круглые, а у спортивного ‒ немного вытянутые, за счет этого характеристики двигателя изменяются.
Многие автомобилисты считают, что по маркировке коленчатого вала можно узнать о его характеристиках. Это заблуждение – маркировка лишь номер в каталоге производителя, который используют для подбора запчасти. К свойствам изделия она не имеет отношения.
Поздравляю вас, господа. Теперь вы в курсе, что коленчатый вал это не только тяжелая железяка, но и незаменимая деталь, от которой зависит комфортная езда, ресурс двигателя и его узлов.
А ещё она обеспечивает многие устройств автомобиля крутящим моментом: трансмиссию, генератор, карданы, и так далее до колес.
Конечно рассказывать об этом своей любимой девушке не обязательно, а вот друзьям автомобилистам через социальные сети сообщите. Пусть тоже читают наш блог – будет много интересного.
Подготовка рабочего места
Началу работ по центровке валов электрических машин должна предшествовать уборка и подготовка рабочего места. Для этого от концов центрируемых валов должны быть удалены все ненужные предметы (такелажная оснастка, инструмент, детали), убран мусор с фундамента и вокруг него. К месту производства работ должно быть подведено переносное низковольтное освещение, поднесены и уложены в определенном месте все необходимые приспособления, канат для проворачивания валов краном, инструменты и приборы. Следует подготовить цилиндровое масло для смазки подшипников, тетрадь для записи результатов замеров и цветные карандаши или мел для пометок на полумуфтах.











