Методы определения
Чтобы окончательно убедиться в образовании микротрещин, существует несколько способов определения дефектов.![]()
- Производится установка магнитов по корпусу устройства или ГБЦ. Сверху насыпается металлическую стружку. Она начинает двигаться к местам установки магнитов, забиваясь в трещины.
- На тщательно промытую ацетоном либо керосином поверхность ГБЦ наносим особую жидкую краску и ждем 10 минут. После этого чистой тряпкой стираем оставшуюся краску. Дефекты после такого метода обнаруживаются сразу.
- Для проверки целостности можно использовать жидкость. Для этого необходимо герметично закрыть все отверстия и залить в канал воды. С помощью насоса закачиваем в канал воздух под давлением 0,7 Мпа. Оставляем блок в таком состоянии на несколько часов. Ушедшая вода скажет о том, что в головке блока присутствуют дефекты. Таким же образом целостность проверяется путем погружения блока в емкость с водой. В этом случае пузырьки покажут место трещин.
» data-lazy-type=»iframe» src=»data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7″>Места расположения дефектов, за устранение которых браться не стоит.
- на клапанных гнёздах;
- на зеркалах цилиндров;
- на плоскости прилегания блока и головки.
Очистка
Для очистки головки блока могут быть использованы следующие способы:
- пескоструйная обработка;
- «холодная» промывка;
- «горячая» промывка;
- очистка при помощи ультразвука.
Чаще других применяется мойка агрегата в воде с использованием специальных моющих средств. Надо следить, чтобы моющие средства не содержали химических элементов, способных повредить детали ГБЦ. Особого внимания требует очистка компонентов алюминиевой головки блока цилиндров.
В ходе очистки с использованием абразивных компонентов с поверхностей деталей головки снимается слой материала, поэтому необходимо соблюдать осторожность — чрезмерно интенсивное или длительное воздействие может привести к их повреждению
Типичные места образования трещин в ГБЦ
Определить микротрещину в ГБЦ — задача трудная для опытного специалиста. Ведь повреждения образуются не в одном и том же месте. Однако найти их по факту не так сложно. Особенно если у вас есть перечень мест, которые вы можете осмотреть визуально:
- Между клапанами двигателя. Дефект будет виден сразу. Обычно он появляется под седлами клапанов, расположенных по соседству.
- В дизельных силовых агрегатах микротрещины могут пойти от клапана к форкамере. Такой изъян найти несложно, однако увидеть его проблематично, поскольку он появляется непосредственно под форкамерой и не выходит наружу.
- Трещины часто образуются между клапанами и свечами. Увидеть такую неисправность можно без проблем.
- Иногда повреждения образуются под направляющими клапанов. Здесь неисправности не видно. В канале клапана достаточно темно, а сам дефект обычно прикрывается направляющей втулкой. Поэтому визуальная диагностика здесь не подходит.
Четыре надежных способа заделки трещины в головке блока двигателя легкового авто
1. Электрическая или газовая сварка. Устранение трещины по такому способу аналогично устранению дефектов на чугунном блоке двигателя ВАЗ. Для начала по краям трещины сверлятся отверстия, далее саму трещину незначительно углубляют и расширяют. Делается это для улучшенного сцепления сварного шва с металлом головки блока. Также предварительно нужно саму головку блока прогреть до температуры (600 – 700С). Далее, используя медно-чугунный присадочный материал и флюс, наносится аккуратный шов на место дефекта. Отметим, что сварочный шов должен подниматься над поверхностью головки где-то на 1 – 1,5 миллиметра. После завершения сварочных работ головка блока должна медленно остыть в термическом шкафу. В некоторых случаях сварку проводят без предварительного подогрева, но тогда лучше пользоваться электросваркой на постоянном токе. Еще один вариант – установка заплатки на место трещины. Для проведения такого ремонта лучше использовать электросварку медными электродами обернутыми жестью. После выполнения таких работ сварочный шов нужно обязательно зачистить и покрыть эпоксидной пастой.
2. Использование эпоксидной смолы. Трещина и поверхность, находящаяся в непосредственной близости от нее, тщательно зачищается, желательно до блеска. Далее, опять-таки, сверлятся отверстия по краям трещины (диаметр 3 – 5мм.). В них нарезается резьба и закручиваются алюминиевые или медные заглушки (заподлицо). После этого саму трещину нужно обработать на глубину ¾ от толщины стенки и под углом 70 – 90 градусов. На поверхность трещины обязательно наносятся насечки, делается это для придания ей определенной шероховатости. После этого остается качественно обезжирить всю поверхность и нанести слой эпоксидной пасты. Саму пасту (смолу) нужно наносить шпателем где-то в три слоя. Толщина каждого наносимого слоя – 2 мм. Затвердевание наносимых слоев происходит в течение суток. Если поверхность головки подвергать интенсивной сушке или подогреву, то смола застынет уже через три – четыре часа. В завершении нанесенный слой эпоксидной смолы нужно отшлифовать болгаркой или обычным напильником.
3. Эпоксидная смола (паста) и стеклоткань. Подготовительные работы данного способа аналогичны предыдущему пункту. Да и принцип нанесения пасты также похож, но в данном случае после нанесения каждого слоя смолы устанавливается заплатка из стеклоткани, которая обязательно прокатывается роликом. Стоит учитывать, что от края заплатки до крайней точки трещины должно быть не менее 20 миллиметров. Всего можно накладывать от двух до восьми таких слоев. Завершающий слой обязательно покрывается смолой и подвергается зачистке болгаркой или стандартным плоским напильником.
4. Использование штифтов. На краях трещины сверлятся отверстия диаметром 4 – 5 миллиметров. Далее на протяжении всей трещины сверлятся еще отверстия, шаг между ними должен быть в пределах 7 – 8 миллиметров. Во всех отверстиях нарезается резьба. Далее в подготовленные отверстия вкручиваются медные стержни, верхушки которых обязательно подрезаются, но не полностью, а так, чтобы сверху остались кончики на высоте 1,5 – 2 мм. Следующий шаг – на протяжении трещины сверлятся новые отверстия так, чтобы они обязательно перекрывали уже имеющиеся отверстия. В итоге у вас должен получиться сплошная полоса из прутков. Последний шаг – расчеканить молотком медные верхушки стержней, таким образом вы образуете сплошной медный шов. Для пущей надежности готовый шов покрывают эпоксидной смолой.
После выполнения всех работ головку обязательно нужно опрессовать. Отметим, что все работы должны выполняться профессионалами или людьми, которые умеют обращаться с материалами и инструментами, а также понимают всю сложность и серьезность выполнения таких ремонтных работ.
Симптомы
Проявляется растрескивание металлов в виде смешивания разных рабочих жидкостей и газов:
- попадание выхлопного газа, расширяющегося под высоким давлением, в системы смазки и охлаждения;
- появление моторного масла в антифризе;
- вспенивание и образование эмульсии в картере из-за проникающей туда охлаждающей жидкости.
Как правило, главный внешний симптом один – двигатель начинает перегреваться в самых безобидных ситуациях, даже просто на холостых оборотах без нагрузки.
В одном из цилиндров, а трещины не образуются массово, начинаются пропуски зажигания из-за нарушения хода рабочих процессов. При эндоскопировании мотора просматриваются изменения на поверхностях деталей, выходящих в камеру сгорания.
https://youtube.com/watch?v=PoktiaYWRrg
Находящийся под давлением расширительный бачок системы охлаждения начинает распирать внутренним давлением выхлопных газов. На поверхности антифриза образуется масляная плёнка, сам он меняет цвет и мутнеет. В расширительном бачке радиатора можно почувствовать характерный запах выхлопа.
![]()
В картере повышается уровень масла, само оно приобретает вид эмульсии. Начинает мигать лампа контроля за давлением в системе смазки мотора. Часто падает компрессия, хотя это происходит не всегда.
Уровень антифриза понижается. За машиной возникает облако белого тумана из попадающей в цилиндры охлаждающей жидкости. Кипеть в бачке она начинает задолго до появления необходимой для этого температуры.
Как обнаружить трещину?
Проверить блок цилиндров или ГБЦ на трещину можно несколькими способами.
- Визуальный осмотр. Метод пригоден в основном для поиска внешних трещин и значительных негерметичностей гильзы. Неэффективен при поиске микротрещин и скрытых дефектов.
- Метод гидравлической опрессовки. Чаще всего применяется при дефектовке ГБЦ и блоков цилиндров, так как идеально подходит для деталей сложной формы с внутренними полостями и каналами. При испытании герметично закрываются все наружные отверстия головки блока/БЦ. Через специальный переходник в одну из заполненных водою зон подается сжатый воздух под давлением 0,6-0,8 МПа. Нередко признаки микротрещины начинают проявлять себя только на прогретом двигателе. Для повышения точности гидравлические испытания проводятся в ванне с разогретой до 90-95ºС водой. В случае трещины жидкость из одного канала будет проникать в смежную зону. При опрессовке гильз поршень следует установить в нижней мертвой точке (НМТ). Через специальную оправку сжатый воздух подается непосредственно в цилиндры. Смежные каналы при этом заполняются водой и в случае скрытых повреждений сжатый воздух будет выходить пузырями через заполненные водою каналы.
- Метод цветной дефектоскопии. На исследуемый элемент наносится цветной проникающий пигмент. Деталь промывается, после чего обрабатывается контрастным проявляющим раствором. Контур трещины проявляется цветом пигмента на общем фоне раствора. Цветная дефектоскопия позволяет обнаружить микротрещины шириной до 0,001 мм и подходит для поисков дефектов деталей из любого материала.
- Магнитная дефектоскопия (доступна для деталей из чугуна и стали). Деталь намагничивается, после чего посыпается ферромагнитным порошком или суспензией. В зоне микротрещины магнитное поле неоднородное, из-за чего контур дефекта проявляется скоплением ферромагнитного материала.
Как заделать трещину
Далеко не всегда применяется технология герметизации растрескавшегося металла. Как правило, детали заменяют, поскольку остановить процесс разрушения почти невозможно. Но в особых случаях редких или очень дорогих моторов приходится ремонтировать детали.




https://youtube.com/watch?v=wrK3vrSdkhc
Электродуговая сварка
Хороший сварщик, обладающий соответствующим оборудованием, вполне способен заварить материал блока до полной герметичности. Варится и чугун, и лёгкий сплав, правда одинаково плохо. Но современные аппараты сварки в среде инертных газов могут обеспечить долговременную герметичность шва.
Важно правильно подобрать присадочный материал и работать на нагретом до высокой температуры блоке. Разогрев и остывание производят постепенно, избегая температурных деформаций
Всё определяется мастерством и опытом исполнителя работы.
Приварка заплаты
При значительных дефектах присадочным материалом для заплавления трещин не обойтись. В таких случаях можно использовать металлическую заплату, которая крепится к блоку на винтах, а затем обваривается до полной герметичности.
![]()
Всё это возможно при наружных трещинах, например, если блок пробит оборвавшимся шатуном. Естественно, внутренняя поверхность цилиндров так не ремонтируется.
Использование эпоксидной пасты
Самый примитивный и ненадёжный способ ремонта блоков цилиндров заключается в использовании различных компаундов, обычно эпоксидных, в быту именуемых «холодной сваркой».
Такие объёмные клеевые соединения обладают значительной прочностью и адгезией с материалом блока, но естественно, заменить металл не в состоянии, и сваркой это называют исключительно в рекламных целях. Однако временно заделать утечку таким способом можно, выиграв время, чтобы добраться к месту настоящего ремонта.
![]()
В состав эпоксидного компаунда обычно вводят армирующий наполнитель в виде металлического порошка или стружки. Это значительно повышает прочность заплаты. Следует понимать, что это не клеевое соединение, а лишь заполнение дефектов. Сколько-нибудь долгое время эпоксидный состав продержаться на металле не сможет.
Смола наносится с применением усиливающего резьбового крепежа в несколько слоёв. Сразу заливать большое количество не стоит из-за опасности перегрева возникающей химической реакцией и вскипания состава.
Источник
Дефекты распределительного вала
Неисправности распределительного вала (наиболее вероятные причины):
- Нагар на кулачке вала и коромысле (слишком сильный нагрев деталей в результате недостаточной подачи масла или блокировки масляных каналов).
- Сильный износ кулачка (загрязненное масло, слишком малый зазор толкателя или слишком сильное прижимное усилие пружины клапана).
- Преждевременный износ одного или нескольких кулачков и толкателей, вогнутая контактная поверхность, поврежденные края (несоответствие геометрии контактной поверхности кулачка и толкателя, например, из-за установки новых толкателей вместе со «старым» распределительным валом (или наоборот), а также недостаточная смазка из-за блокировки каналов или снижения давления масла.
- Обрыв распределительного вала (деформация корпуса распределительного вала или головки цилиндров, в том числе в результате неправильной последовательности или превышения допустимого момента затяжки болтов крепления).
- Обрыв коромысла (превышение нагрузки в результате заклинивания поршня, контакта поршня с клапаном; недостаточный прижим распределительным валом; слабая пружина клапана, слишком высокая нагрузка гидрокомпенсаторов, неправильная установка колпачка клапана, обрыв ремня газораспределительного механизма, неверная настройка клапанного механизма).
- Синяя окраска кулачков распределительного вала, подшипников и коромысел комплектно (перегрев двигателя).
- Забоины на поверхности кулачков, подшипников и толкателей (слишком высокое осевое перемещение в результате износа деталей, неверно установленные фазы газораспределения).
- Механическое повреждение подшипников распределительного вала (твердые частицы в системе смазки двигателя).
Признаки, что пробило прокладку ГБЦ
Задача прокладки ГБЦ — обеспечение герметичности, и недопущения проникновения газов из цилиндров обратно наверх, в моторный отсек, а также смешивания охлаждающей жидкости, моторного масла и топлива между собой. В ситуации, когда пробита прокладка ГБЦ, нарушается герметичность блока. Об этом автовладельцу подскажут следующие признаки:
Почему пробивает прокладку ГБЦ
В большинстве случаев причиной, по которой возникают проблемы с прокладкой ГБЦ, является банальный перегрев. Из-за него крышку блока может “повести”, и нарушится плоскость, по которой прокладка прилегает к двум соприкасающимся поверхностям. Как следствие, возникает разгерметизация внутренней полости со всеми вытекающими последствиями. Изменяют свою геометрию, в основном, алюминиевые головки. Чугунные таким неисправностям не подвержены, они скорее дадут трещину, чем искривятся, да и то в самых крайних случаях.
Схема протяжки болтов ГБЦ на ВАЗах «классике»
Также из-за перегрева прокладка может накалиться до таких температур, при которых она изменит свою геометрию. Естественно, в этом случае также произойдет разгерметизация. Особенно это актуально для железо-асбестовых прокладок.
Еще одна причина — нарушение момента затяжки болтов. Пагубное влияние оказывает как очень большое, так и малое значение момента. В первом случае прокладка может разрушиться, особенно если она выполнена из некачественных материалов. А во втором — пропускать выхлопные газы наружу, не препятствуя им. При этом газы вместе с атмосферным воздухом будут пагубно влиять на материал прокладки, постепенно выводя ее из строя. В идеале болты необходимо закручивать с помощью динамометра, показывающего значение момента, кроме этого, соблюдать при этом последовательность их закручивания. Справочную информацию об этом можно найти в мануале.
Как правило, последовательность затяжки заключается в том, что сначала закручивают центральные болты, а после этого остальные по диагонали. При этом закручивание происходит поэтапно. В частности, в автомобилях ВАЗ “классических” моделей шаг момента составляет 3 кгс. То есть, все болты в указанной последовательности затягиваются на 3 кгс, после этого дотягиваются до 6 кгс, и до 9. 10 кгс.
И самая очевидная причина — низкое качество материала, из которого сделана прокладка. Тут все просто. Старайтесь покупать изделия в проверенных магазинах. При выборе необходимо руководствоваться правилом “золотой середины”. Прокладка, конечно же, стоит недорого, поэтому не стоит переплачивать, как и покупать откровенно дешевый мусор. Главное, чтобы вы были уверены в магазине, где совершаете покупку.
Также не исключено что прокладка головки блока прогорела попросту от износа материала, ведь у всего есть свой строк службы.
Примеры мест пробоя прокладки ГБЦ
Также иногда причинами в работе прокладки бывают проблемы с нарушением процесса сгорания топлива (детонация, калильное зажигание). Из-за перегрева очень страдает головка блока цилиндров. В ней могут появиться трещины, которые также приведут к разгерметизации описанных систем. Головка, как правило, сделана из алюминия. А в процессе нагрева он расширяется быстрее, чем стальные болты. Поэтому головка начинает значительно давить на прокладку, а та испытывает перегрузки. Это и приводит к отвердеванию материалов прокладки, что в свою очередь вызывает разгерметизацию.





Часто когда прокладка выходит из строя, она прогорает по окантовке или между цилиндрами. В этом случае нередко возникает эрозия поверхности блока цилиндров и самой окантовки вблизи повреждения. Изменение цвета материала прокладки возле окантовки также может свидетельствовать о высокой температуре в камере сгорания. Для устранения неисправности часто достаточно установить правильный угол зажигания.
Для водителя важно понимать различие между понятиями «пробой» и «прогар» прокладки. Пробой в данном случае подразумевает существенное повреждение поверхности прокладки или отдельных ее элементов
В данном же случае (а чаще всего так и происходит) водитель сталкивается с прогаром. То есть, возникают незначительные повреждения, которые порой даже тяжело найти на прокладке. Однако именно они становятся причиной перечисленных выше неприятных ситуаций.
Заделываем трещины в головке и блоке двигателя электросваркой
Реанимации подвергаются все трещины, за исключением тех, которые проходят сквозь клапанные гнезда, зеркала цилиндров, а также плоскости прилегания блока и головки. В последнем случае изделие бракуют, в остальных стараются их реабилитировать, этим-то мы сейчас с вами, уважаемые читатели, и займемся.
В самом начале стоит сообщить о том, что существует несколько способов устранения дефектов. Коротко обо всех.
К первому способу можно отнести заделывание трещин с помощью обычной дрели или электросварки.
В случае если блок чугунный, то концы трещины можно засверлить сверлом и зашлифовать их под углом 90 по всей длине кругом, зубилом или каким-нибудь другим приспособлением.
Если вы выбрали ликвидацию трещин с помощью электросварки, то перед началом работы блок необходимо разогреть до 600-650С. Затем с помощью чугунно – медного присадочного прутка диаметром 5 мм и флюса, нужно нанести сплошной ровный слой, который не должен торчать над поверхностью металла более чем на пару миллиметров. После того, как трещина была заварена, блок следует медленно охладить в термошкафу.
Выше предложенный метод является не единственным, вы можете заварить трещину и без подогрева блока, но для этого вам понадобится электросварка.
Мнение эксперта
Руслан Константинов
Эксперт по автомобильной тематике. Окончил ИжГТУ имени М.Т. Калашникова по специальности «Эксплуатация транспортно-технологических машин и комплексов». Опыт профессионального ремонта автомобилей более 10 лет.
Иногда определить местоположение трещины в блоке цилиндров не так уж просто, но есть ряд способов. Обычно это касается микротрещин, которые трудно заметить. Итак, можно установить магниты по корпусу блока цилиндров или головки, насыпать стружку из металла мелкой фракции сверху. Стружка под действием магнитного поля начнёт притягиваться к магнитам и забиваться в трещины, которые будут встречаться на пути. Можно использовать более доступный способ, если нет под рукой магнитов. Поверхность, где имеется подозрение на трещины, тщательно промывается керосином или любым растворителем для краски. После этого на поверхность наносится жидкая краска и оставляется на 10-15 минут, далее поверхность протирается ветошью и все дефекты становятся заметны невооружённым глазом.
Также нередко используется способ с применением жидкости. Перед тем как залить в канал воду герметично закрываются все отверстия. В канал после воды под давлением закачивается воздух, можно использовать обычный автомобильный компрессор, после чего канал закрывается и блок оставляется на несколько часов. Места, в которых будет проступать вода, и укажут на наличие трещин. Можно и не ждать несколько часов, для этого блок погружается в воду, и пузырьки воздуха укажут на местоположение дефекта. При устранении трещин следует учитывать, что браться за заделку дефектов на гнездах клапанов, на зеркалах цилиндров и не месте соприкосновения блока и ГБЦ самостоятельно не рекомендуется.
Шлифовка ГБЦ — особенности выполнения
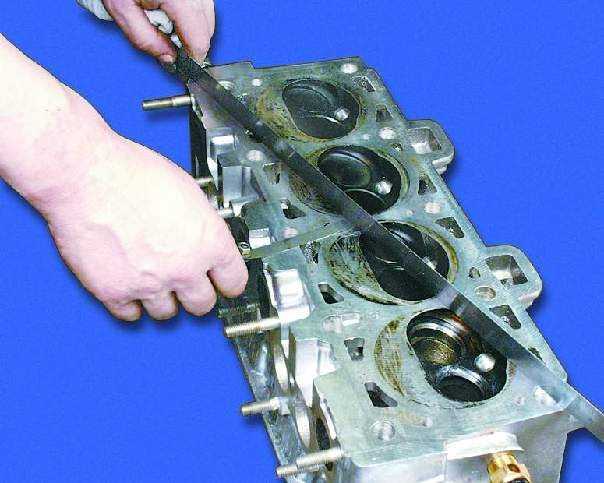
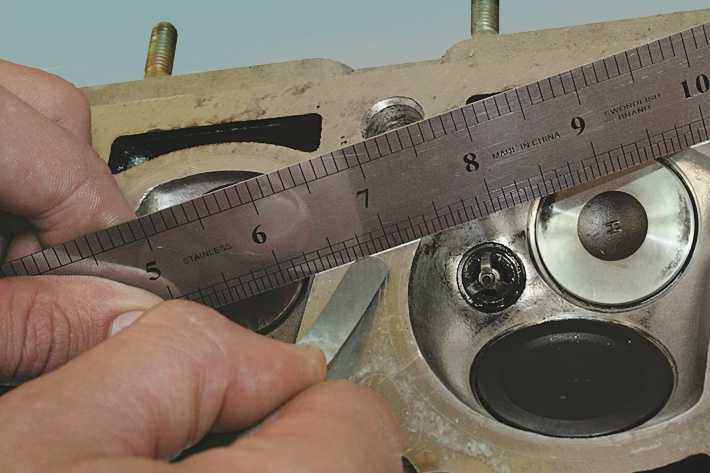
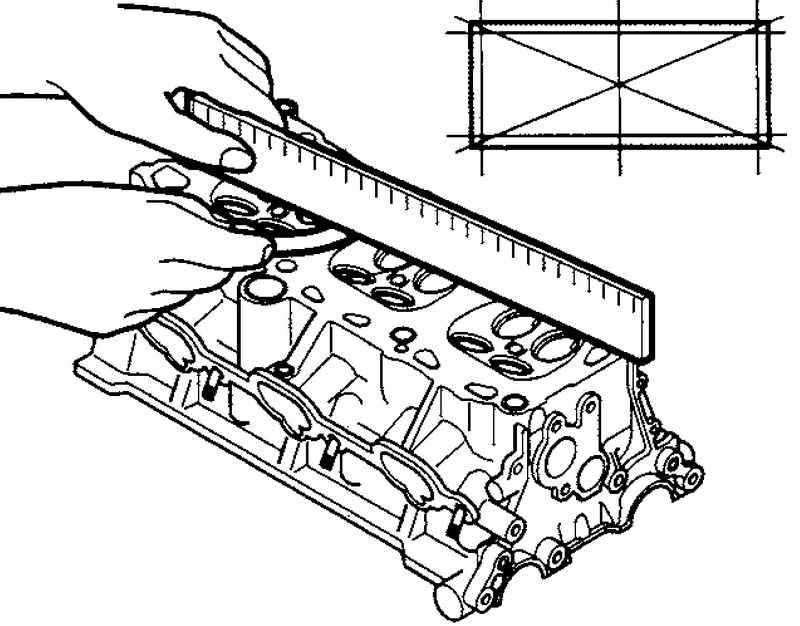
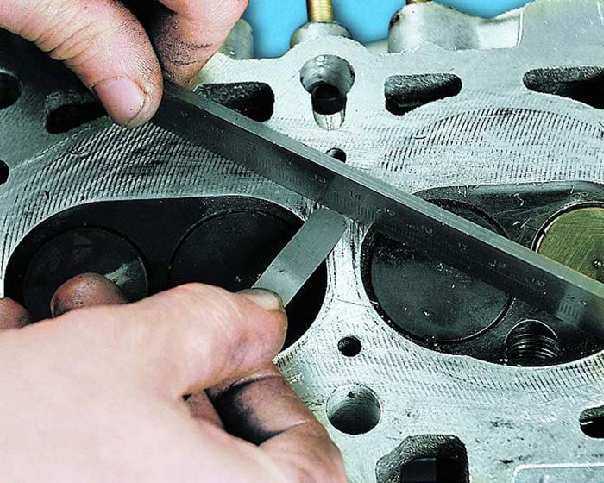
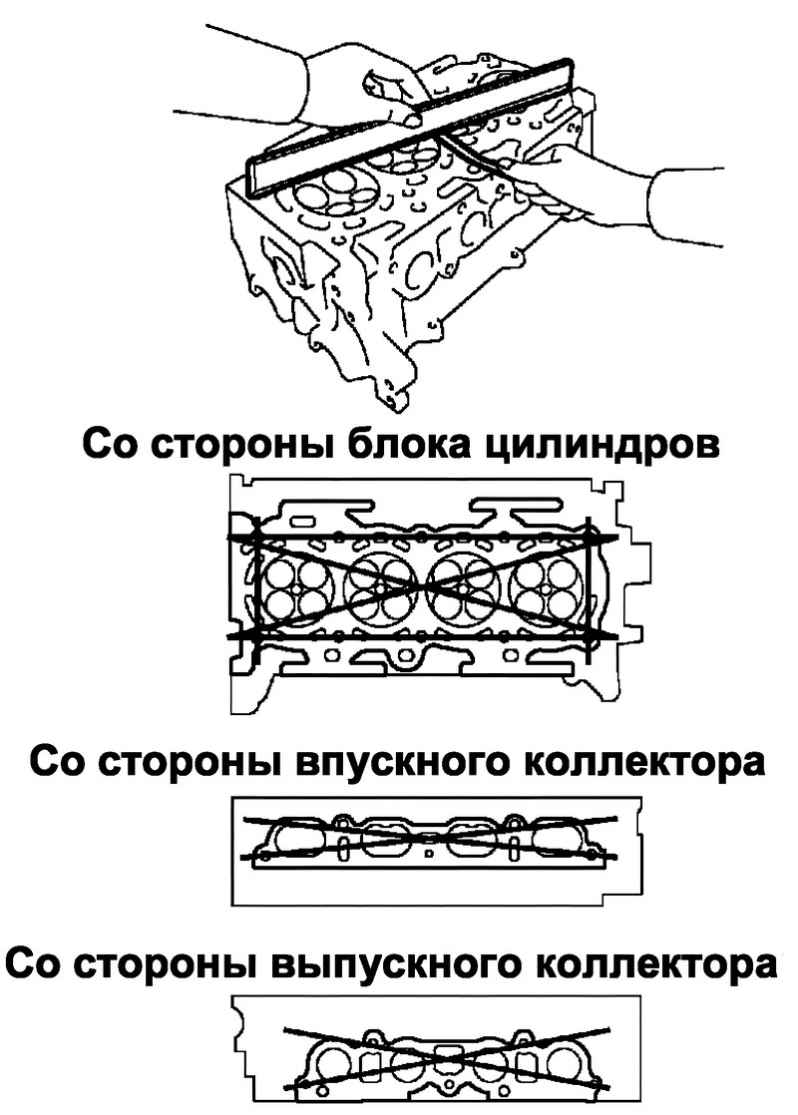
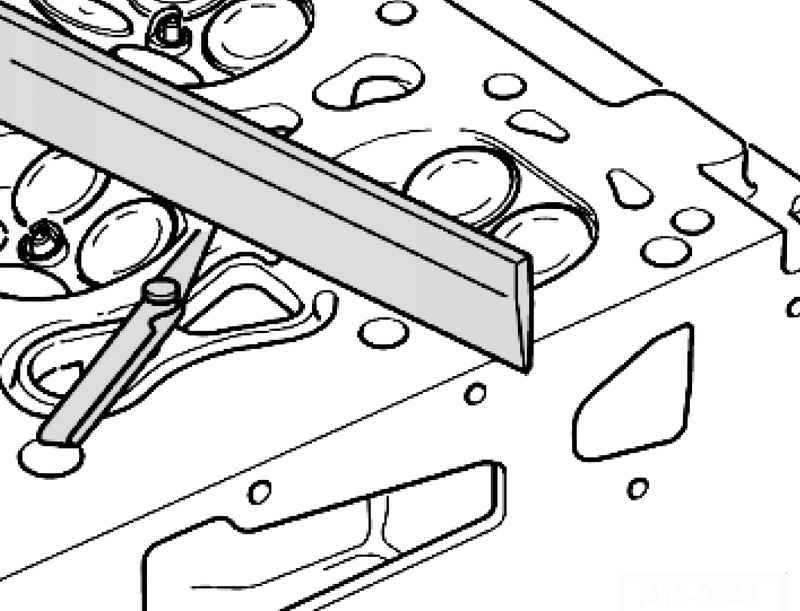
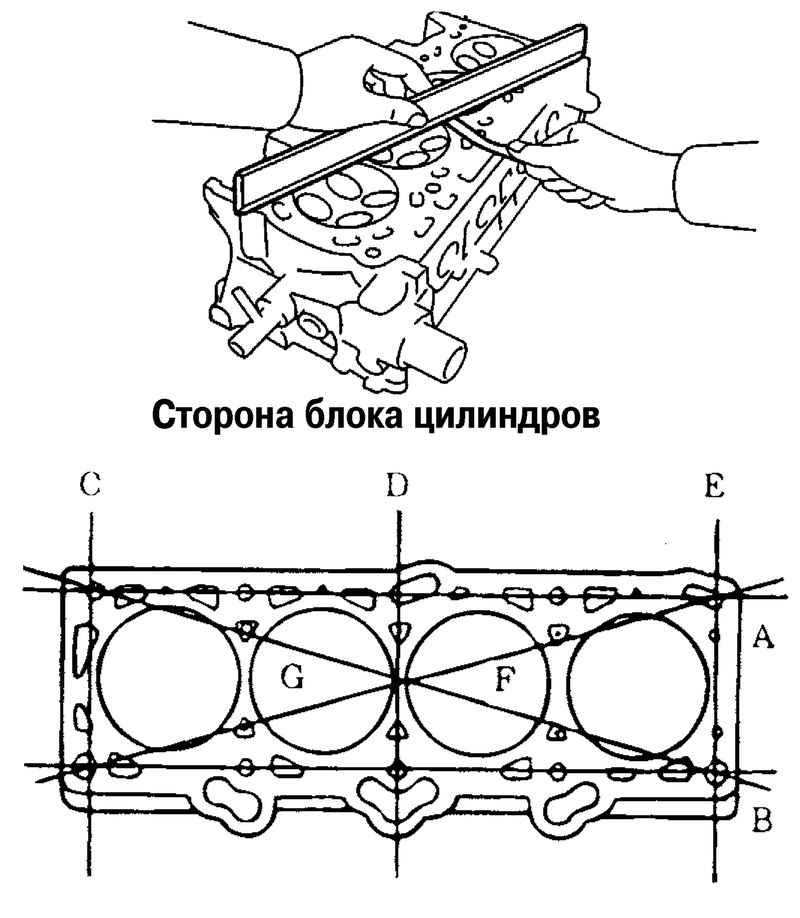
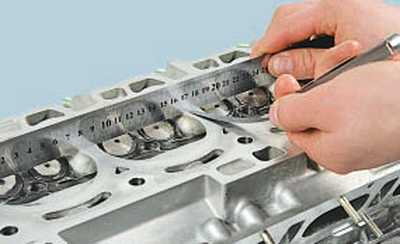
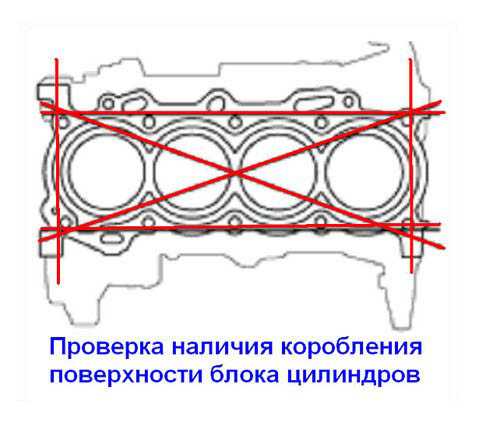
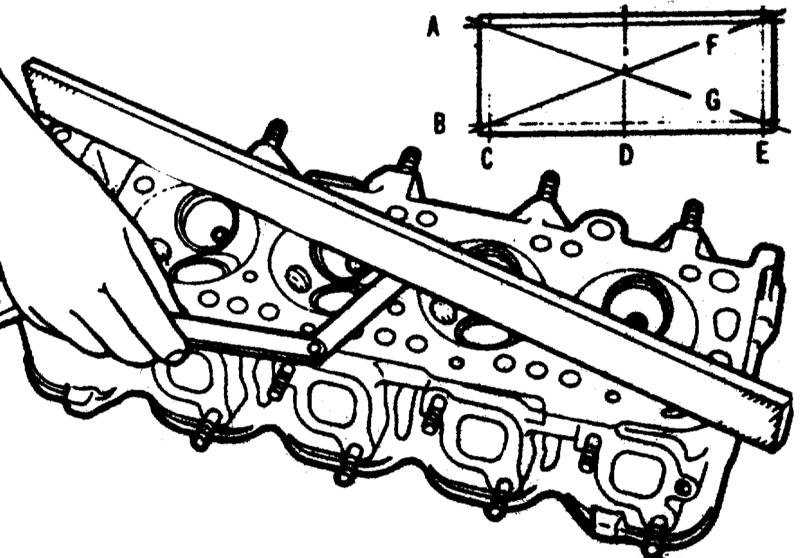
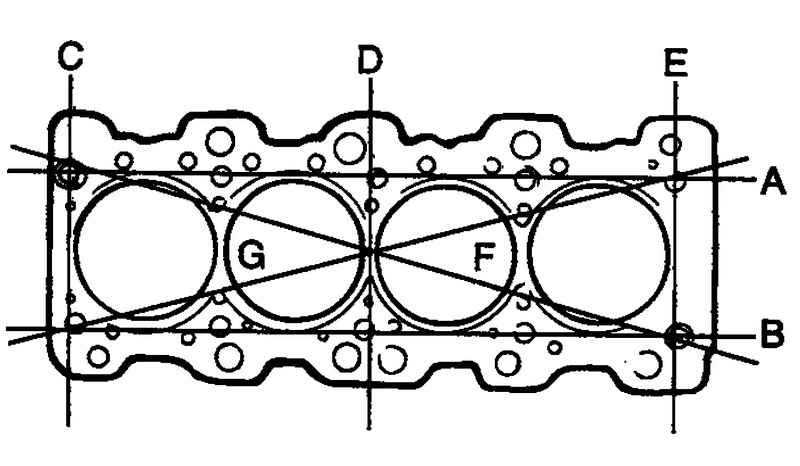
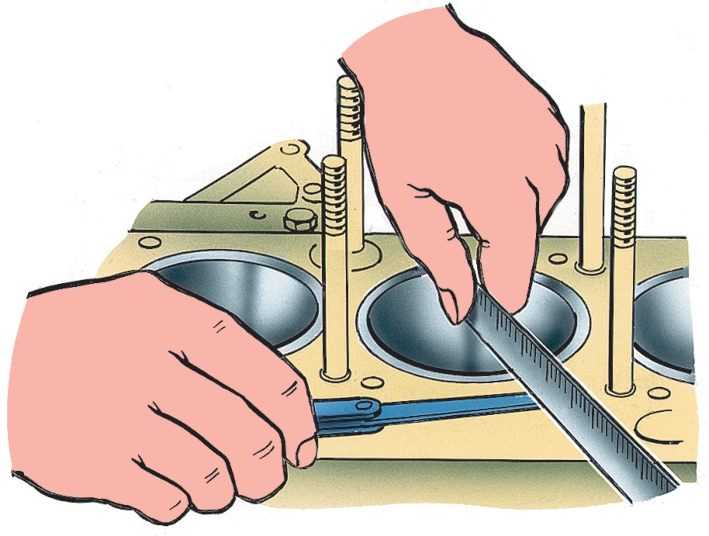
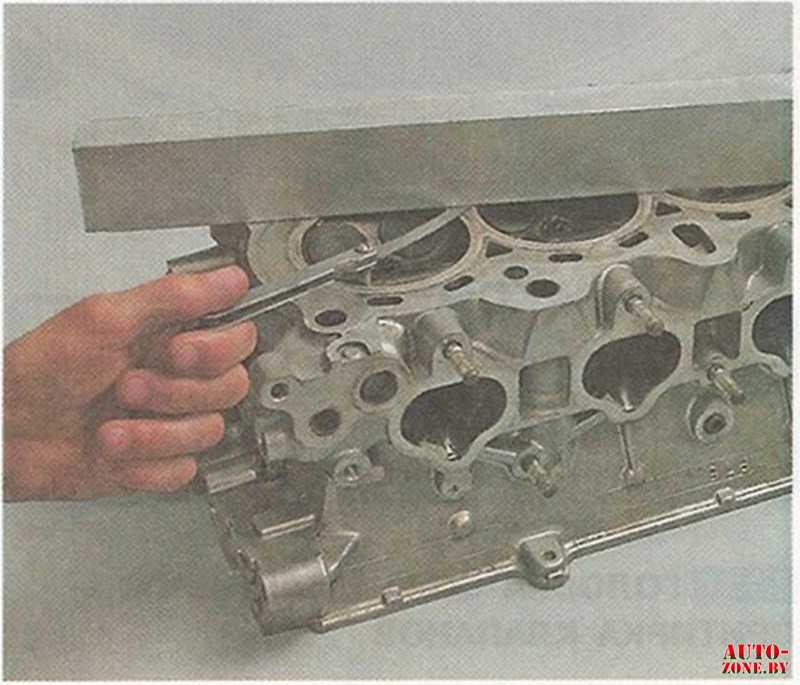
Перед тем как начать шлифовать ГБЦ, выполняется дефектовка с целью измерения степени деформации, это позволяет понять сколько шлифовать и где. При помощи лекальной линейки, измеряется вся головка в разных плоскостях ( крест на крест, продольно, вдоль отверстий креплений и т. д.). Если головка уже подвергалась шлифованию, и с ее поверхности довольно много сняли, такую головку не рекомендуется шлифовать, ее лучше заменить полностью.
После подготовки и всех изменений, головка устанавливается на стол для шлифования, надежно фиксируется и обрабатывается при помощи фрезы. С поверхности в несколько заходов срезается лишний металл, а в промежутках производятся измерения.
Подготовительные работы
Первое, что следует сделать – это снять воздушный фильтр. Для тех, у кого ВАЗ карбюраторный, процесс не отличается сложностью. С инжекторными моделями придется повозиться чуть дольше.
Чтобы получить доступ к ГБЦ, надо полностью размонтировать часть топливной системы, расположенную в подкапотном пространстве.
Карбюратор лучше убрать полностью, поскольку снятие головки цилиндров с ним – довольно трудоемкая процедура, вследствие которой один из узлов часто повреждается.
После этого отвинчивают гайку, удерживающую трамблер – его с кабелями убирают. Иногда крепежный элемент не поддается. Его затяжку нетрудно сорвать, обработав крепеж WD-40 и оставив на пару минут в покое.
На этом моменте разборку прекращают, так как нужно слить охлаждающую жидкость – подставьте под штуцер, располагающийся на днище, емкость и отверните его заглушку
После этого медленно (это важно) выкрутите крышку из распределительного бачка
Когда тосол выльется, приступайте к демонтажу кожуха ГБЦ. Используйте для этого торцовый ключ. Отвернутые гайки и пружинные шайбы сложите в коробочку, чтобы не растерять.


Теперь остается снять головку и установить новую прокладку. Задерживаться на этом моменте не будем – здесь нет ничего сложного.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Подготовка головки блока к шлифовке
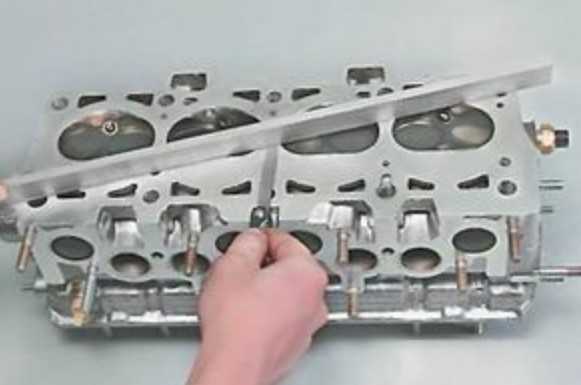
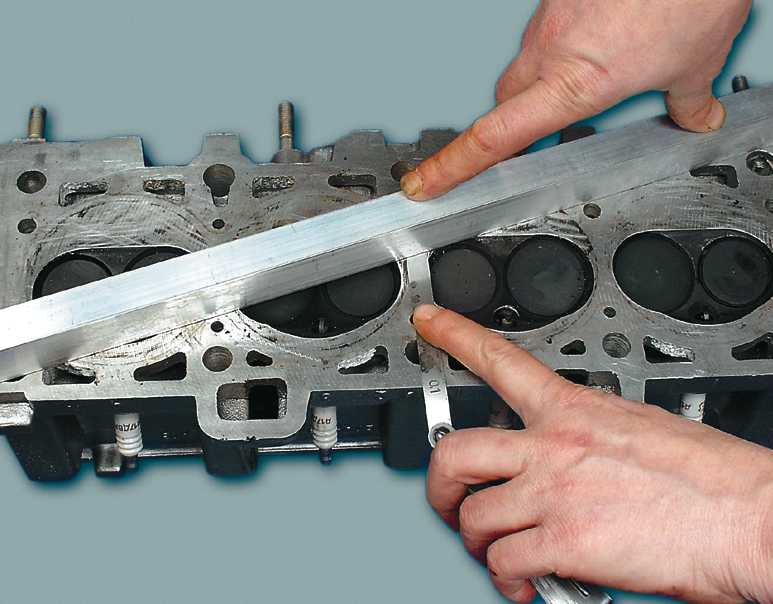
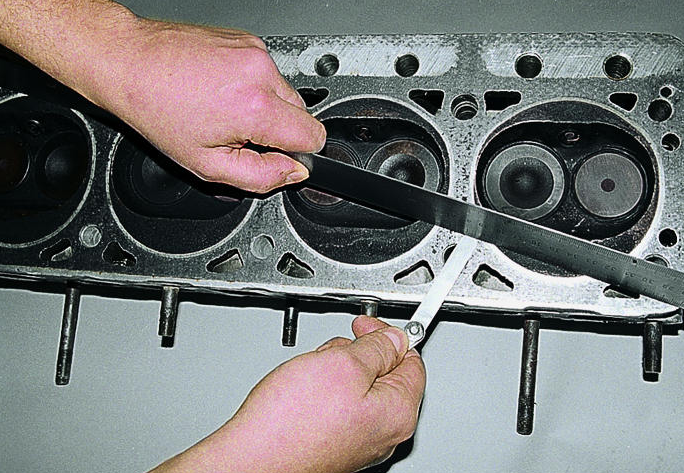
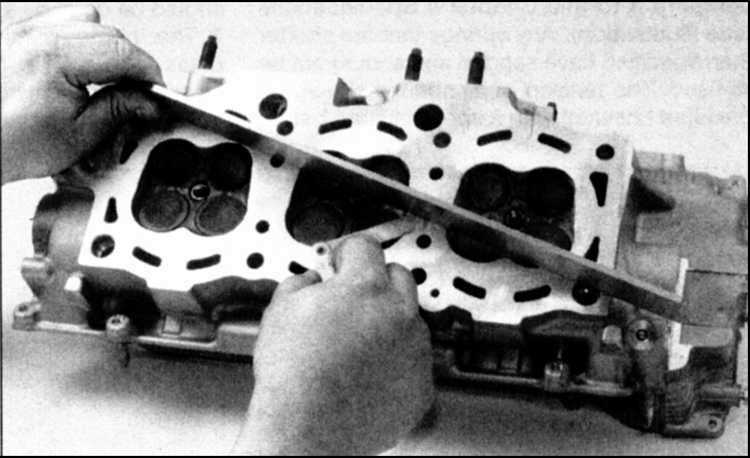
Помните о том, что произвести проверку плоскостей и непосредственно плотности ГБЦ вполне можно вручную своими руками, для чего вам потребуется набор щупов, а также обычная канцелярская линейка. Линейку необходимо по очереди подложить по всем диагоналям нижней плоскости, а затем следует подобрать тот щуп, который мог бы войти в интервал между плоскостью ГБЦ и линейкой. Но вам следует учесть, что вручную такой способ такой метод дать не может, тем не менее, вы будете иметь хоть какое-то представление о деформации вашего узла. На практике плоскость ГБЦ больше всего деформируется в районе цилиндров, где на поршнях образовался нагар или пробита прокладка.
Также учтите и тот факт, что процедура шлифовки узла должна осуществляться исключительно после того, как ГБЦ была полностью проверена на наличие микротрещин и прочих дефектов. Перед такой серьезной процедурой, как расточка, никаких дефектов быть не должно. Так что вам придется осуществить проверку и этого нюанса. Для поиска трещин можно воспользоваться специальной жидкостью, которая сразу же их покажет, но перед этим следует наиболее тщательно промыть поверхность узла.
Когда жидкость нанесена, необходимо подождать около пяти минут, прежде чем ее можно будет смыть. В том случае, если поверхность неровная и в ней есть микротрещины, то краска от жидкости забьется именно в них, таким образом сигнализируя о наличии дефектов. Но таим образом можно обнаружить только внешние дефекты, но не трещины внутри блока.
А чтобы выявить их, потребуется эксплуатация специализированного оборудования. Осуществить действительно качественную проверку, насколько максимум герметичны внутренние плоскости узла, возможно с использование устройства. Принцип его действия заключается в том, что он нагревает корпус ГБЦ, а затем все микротрещины будут обнаружены через воздушные пузыри, поскольку сам узел помещается в воду. В том случае, если на этом элементе агрегата все же присутствуют трещины, то их необходимо для начала ликвидировать. И только после этого можно начинать фрезеровку.