Инструкция по затяжке болтов ГБЦ
Замена прокладки головки блока цилиндров ваз
Как уже упоминалось выше, для затяжки головки блока цилиндров пользуемся исключительно динамометрическим ключом. Рожковым или накидным ключами невозможно затянуть ГБЦ с нужным усилием, даже если воспользоваться дополнительными инструментами, ломиком или трубой.
Находящийся возле ручки динамометр показывает, какое усилие было применено при затяжке, а это требование должно быть выполнено точно. Допускается небольшое отклонение от требований, порядка 0,5 кг/м.
После того как взяли динамометрический ключ, запомните второе требование – порядок затяжки болтов (гаек) головки блока цилиндров. Порядок представляет собой определенную схему, которую нужно неукоснительно выполнять.
Первыми затягиваются центральные гайки (болты), а потом постепенно переходим к краю ГБЦ.
Существует несколько схем затяжки головки, и все они правильные. Главное — соблюдать «железное» правило: затягивать болты (гайки) парами от центра к краям. И не старайтесь сразу затягивать полностью, так можно перекосить головку. Затяжку проводите в три этапа: сначала болты (гайки) слегка подтяните, потом сильно подтяните, а затем окончательно сильно затяните. Для первой затяжки динамометр ключа выставите в положение 3 кг/м, дальше-больше. Промежуточная затяжка должна быть «озвучена» характерным потрескиванием. Этот звук означает, что гайка (болт) дотянут правильно. Опытные слесари рекомендуют делать затяжку болтов (гаек по диагонали).
После этого окончательно затяните ГБЦ, и мотор можно эксплуатировать. Динамометрический ключ выставляется в максимальное положение, которого требует руководство по ремонту данного автомобиля.
Важно! После щелчков, при окончательной затяжке, тянуть болты (гайки) дальше нельзя! Это приведёт к срыву резьбы
После затяжки головки блока цилиндров дайте ей «отстояться». Чтобы не терять зря время, можно пока прикрутить коллектора, и другое снятое при разборке оборудование, натянуть цепь и т.д. Подождав 30-40 минут, сделайте контрольную затяжку.
Дело в том, что прокладка, которая ставится между головкой блока цилиндров и самим блоком двигателя, имеет свойство «усаживаться», т. е заполнять неровности и канавки, которые есть на поверхностях ГБЦ и блока, хотя невооруженным глазом они не заметны. Если контрольную затяжку проигнорировать, то в скором будущем прокладку «продавит», и ремонт двигателя придется повторить.
И еще! После небольшого пробега на отремонтированном двигателе (не более 100 км), следует еще раз подтянуть болты (гайки ГБЦ), это нужно обязательно сделать, потому что «на горячую», т. е прогреется, прокладка может еще раз «усесться».
Вот и все инструкции, которые помогут автолюбителю самостоятельно затянуть головку блока цилиндров автомобиля. Главное — не перепутать последовательность затяжки и не допускать рывков при работе динамометрического ключа.
Если следовать нашим советам, то затяжка головки блока цилиндров автомобиля пройдет быстро, сэкономит вам деньги (не придется обращаться на СТО) и обеспечит долгую и надежную работу двигателя автомобиля.
Ещё кое-что полезное для Вас:
- Что делать, если машина глохнет на холостом ходу (холостых оборотах)?
- Руководство по замене направляющих втулок клапанов своими руками
- Притирка клапанов своими руками
Контрольная, повторная обтяжка ГБЦ
Контрольная протяжка производится после обкатки силового агрегата, регламентная проверка выполняется через 1000 часов работы дизеля. Для проведения работ потребуется снять верхний защитный кожух газораспределительного механизма и демонтировать валик с коромыслами. Проверка затяжки проводится по схеме, имеющейся в инструкции по эксплуатации. Для тестирования используется динамометрический ключ, прилагаемый момент составляет 190-210 Н/м.
После проведения протяжки требуется установить на штатные места снятые детали головки цилиндров, а затем проверить корректность установки зазора между бойком коромысла и торцом стержня клапана. Для атмосферных силовых агрегатов зазор для впускных и выпускных клапанов составляет 0,20-0,35 мм (на прогретом агрегате). При настройке холодного дизеля рекомендуется установить расстояние в пределах 0,20-0,25 мм. Моторы МТЗ, оборудованные компрессором, отличаются величиной зазоров (0,25 мм для впускного тракта и 0,45 мм для выпускного).
https://youtube.com/watch?v=xuiBkUmQHzQ
Регулировка клапанного механизма выполняется вращением винта (после отворачивания контрящей гайки) начиная с первого цилиндра (от шкива). Для корректной установки зазора поршень выставляется в положение верхней крайней точки (определяется по моменту перекрытия клапанов). После установки параметров в первом цилиндре требуется поочередно отрегулировать зазоры в оставшихся клапанах.
Головка блока цилиндров трактора МТЗ представляет собой монолитный чугунный корпус со специальными внутренними отверстиями и плоскостями (выпускными и впускными каналами) в которых установленны клапана. Так же голвка блока МТЗ участвует в охлаждении двигателя (теплоотводе) ведь в ней по внутренним каналам протекает специальное охлаждающее вещество. По своей сути любая головка блока цилиндров (не обязательно Д-240 МТЗ) является одной из основных составных частей двигателя внутреннего сгорания, и учавствует во многих процессах мотора.
В первую очердь головка блока МТЗ-80 — это крышка самого блока цилиндров двигателя Д-240, а так же составная часть газораспределительного механизма (ГРМ). Так же головка блока цилиндров Д-240 (МТЗ-80) принимает участие в процесе подвода смазочных материалов, охлаждающей жидкости и в построении самой камеры сгорания.
Данная головка блока цилиндров трактора МТЗ с двигателем Д-240 имеет несколько разных модификаций, суть отличия которых заключается в системе смазки. Так например существует головка блока Д-240 МТЗ с трубчатой системой смазки, а так же головка блока МТЗ Д-240 с системой смазки через коромысло и универсальная, которую можно поставить на любой двигатель Д-240 не зависимо от системы смазки.
| Технические характеристики головки блока Д-240 (МТЗ) | |
| Состояние | Новый |
| Страна производитель | Украина |
| Завод производитель | Гидро-Спец-Маш |
| Каталожный номер | 240-100391-А1 |
| Комплектность | в сборе (полная комплектация) притёртая |
| Гарантия | 6 месяцев |
| Вид двигателя | Д-240, Д-243 |
| Применяемость на технике | тракторы МТЗ |
| Материал запчасти | Чугун |
| Доставка | Отправка в день заказа без предоплаты по всей Украине (Новая Почта, Интайм, САТ) |
Фото анимация головка блока Д-240 МТЗ
Купить новую головку блока Д-240 МТЗ вы можите у нас, позвонив по номеру (097)056-05-93 и оформив устный заказ у менеджера. Отправляем головку блока МТЗ-80 непосредственно в день заказа, и абсолютно без предоплат, ведь мы уверенны в нашем товарею. Данная головка блока является абсолютно новой, все запчасти (седла, клапана итд) так же абсолютно новые и имеют белорусское происхождение. Ни одной китайской или индийской запчасти на ней НЕТ. Так же на корпус головки блока МТЗ мы ставим фирменное клеймо, и выписываем письменную гарантию с печатью фирмы.



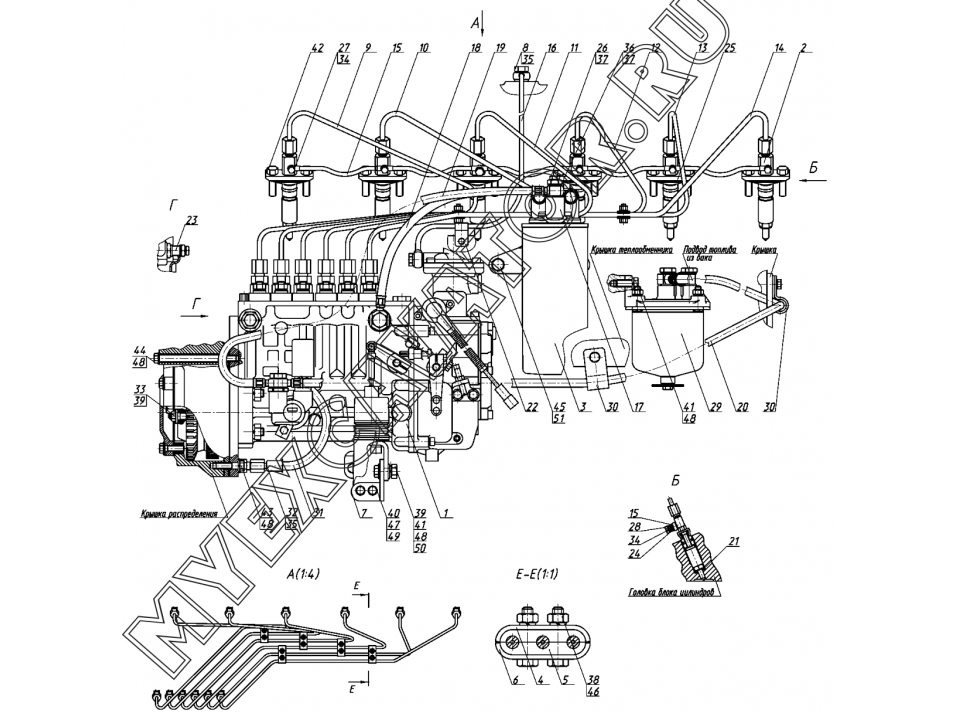
Головка цилиндров МТЗ Д-240 устанавливается на блок цилиндров и крепится при помощи шестнадцати шпилек. Гайки шпилек закручиваются динамометрическим ключом в определенном порядке. Между поверхностями головки Д-240 и блока размещается специальная асбостальная прокладка. Внутренняя полость головки МТЗ выполняет роль водяной рубашки. Охлаждающая жидкость, поступающая из блока цилиндров, направляется по каналам к более нагревающимся местам: перемычкам между форсунками и клапанами. На верхнюю части головки цилиндров МТЗ-80 устанавливаются механизм клапанов и крышка головки, к которой присоединяется колпак крышки с сапуном и впускной коллектор. В нижней части головки блока Д-240 размещены гнезда для выпускных и впускных клапанов. Над этими гнездами в каналы запрессованы направляющие втулки клапанов.
Последовательность затяжки головки блока Д-240 МТЗ
Сборочная схема головки блока двигателя Д-240 (МТЗ)
Регулировка клапанов д 240 своими руками
Регулировка клапанов д 240 станет более простой, если сначала разобраться с их назначением и устройством.
Клапаны – это чрезвычайно важные элементы в двигателе, которые отвечают за впуск воздуха в цилиндры. Через них также выводятся наружу продукты сгорания.
Оба клапана, впускной и выпускной, производятся из стальных сплавов, устойчивых к высоким температурам. Та часть клапана, которая отвечает за уплотнение, выполнена из никелевых сплавов. Тарелка выпускного клапана всего на 6 миллиметров меньше, чем тарелка клапана впускного. Сами эти устройства находятся во втулках, выполненных из нескольких металлов. Они плотно закреплены на головке блока цилиндров в движке.
Прижимаются клапаны с помощью пружин. В холодном двигателе зазоры клапанов не должны превышать 0,25 мм.
Регулировка клапанов д 240 своими руками
И так к работе…
В идеале, регулировку клапанов нужно проводить через каждые 20 суток (480 ч) работы двигателя. Порядок действий при регулировке всегда одинаков.
Для начала нужно снять колпак, расположенный на крышке головки блока цилиндров.
После этого нужно убедиться, что крепления стоек валика коромысел достаточно хорошо затянуты. Поршень в первом цилиндре нужно перевести в положение, соответствующее верхней мертвой точки.
Когда это будет сделано, необходимо закрыть впускной и выпускной клапаны. Получив полный доступ к клапанам необходимо открутить контргайку на креплении коромысла того клапана, который следует отрегулировать, однако снимать его не следует – достаточно ослабить.
- После этого можно будет отрегулировать зазор, используя винт, измерить размер зазора можно с помощью щупа. Завершив регулирование, нужно собрать устройство в обратном порядке, убедившись, что при сборке зазор не изменился.
- Когда производится регулировка клапанов д 240, необходимо помнить о том, что данную процедуру следует производить в строгой последовательности. Она полностью соответствует тому порядку, в котором работают дизельные двигатели – 1-3-4-2. Проворачивая коленчатый вал на пол-оборота по часовой стрелке, можно работать с еще не отрегулированными клапанами. После того, как процедура будет завершена, необходимо проверить работу клапанов, запустив двигателей.
Регулировки дизеля мтз.
| Давление масла в системе смазки на прогретом дизеле при номинальной частоте вращения коленчатого вала, кг/см2, (МПа) | 2,0-3,0(0,2-0,3) |
| Прогиб ветви ремня вентилятора, расположенной между шкивами генератора и коленчатого вала, при нажатии с усилием 4 кгс (40 Н), мм | 15-20 |
| Рекомендуемая температура охлаждающей дизель жидкости (тепловой режим), град | 75-95 |
| Зазор между бойком коромысла и торцом стержня клапана на непрогретом дизеля, мм | 0,25-0,30 |
| Давление начала впрыска топлива форсункой (давление начала подъёма иглы распылителя), кгс*см2(МПа) | ФД-22 175+5(17,5+0,5)
ФД-22М 178+7(17,8+0,7) |
| Угол опережения подачи топлива топливным насосом (номинальный до ВМТ), град | 23-25
20 (с топл. насосом НД-21/4) |
| Момент затяжки, кгс*м (Н*м): | |
| болтов коренных подшипников | 20-22 (200-220) |
| болтов крепления головки цилиндров | 19-21 (190-210) |
| гаек крепления головки цилиндров Д-240 | 18-20 (180-200) |
| гаек шатунных подшипников | 16-18 (160-180) |
| болтов крепления маховика | 18-20 (180-200) |
| болта шкива коленчатого вала | 10,5424-28 (240-280) |
| болтов крепления противовесов коленчатого вала | 12-14 (120-140) |
| болтов крепления форсунок | 2-2,5 (20-25) |
traktormtz80.narod.ru
Направление поршня при установке
Обычно отверстия под пальцы имеют смещение относительно вертикальной оси поршня в одну сторону. Поэтому поршня имеют направление, в какую сторону они должны быть обращены. На них имеется стрелка указывающая направление в сторону переда двигателя. Либо имеется надпись «Вперед» или «назад».
На поршнях ММЗ д 240 и других модификациях направления установки поршней нет. Отверстия поршневых пальцев сделаны строго по центру вертикальной оси. Поэтому направление поршня не имеет значения. Но имеет значение расположение шатунов.
Какой стороной ставится шатун мтз
Шатуны устанавливаются на палец поршня совместно поршнем. Стопорное кольцо уже установлено. С одной стороны. Осталось вставить палец в поршень с противоположной стороны от стопорного кольца и вставив шатун внутрь поршня установить палец на место. После этого стопорится кольцо с другой стороны пальца. Затем можно устанавливать поршневые кольца. Как было описано выше.
Установка поршней в гильзы цилиндров
Установка поршневой д240 происходит вместе с шатунами. Предварительно необходимо открутить крышки шатунов и установит шатунный вкладыш в шатун. Вкладыш устанавливается таким образом чтобы замок вкладыша попал специальную прорезь в постели шатуна. При установке шатуна с поршнем. Шатун необходимо развернуть таким образом. Чтобы замок вкладыша смотрел в сторону установки топливной аппаратуры. Или в сторону противоположную расположению распредвала.
![]()
Из выше сказанного установка поршневой группы двигателя Д 240 имеет две особенности для этого двигателя. Это то, что нет направления установки поршней. И нужно быть очень осторожным при установке гильз в блок. Чтобы не повредить верхнюю кромку гильзы.
Способы диагностики КШМ
Вышеуказанные методики выявления причин не являются высокоточными. Служат поводом для поездки на СТО, где может быть произведено квалифицированное диагностирование кривошипно комбинированного механизма мастерами, обладающими необходимым опытом и практикой работ. Они имеют чертеж кинематики с точными размерами, допусками и посадками. Обладают необходимым для этого оборудованием.
Предварительная на определение стуков
Поскольку ремонт кривошипно шатунного механизма относится к дорогостоящим операциям капремонта двигателя, на начальном этапе мастер СТО позиционирует стуки и шумы внутри блока цилиндров. Для этого используется стетоскоп (обычно модификация КИ-1154 производителя Экранас). Технология исследований выглядит следующим образом:
- рабочая поверхность стетоскопа прислоняется к стенкам БЦ на разных уровнях (в рабочей зоне подшипников шатунных и кривошипных);
- двигатель прогревается до температуры ОЖ 75 – 80 градусов;
- обороты увеличиваются вначале плавно, затем режим работ изменяется резко;
- стуки прослушиваются лишь при возникновении зазора больше 0,1 – 0,2 мм.
Характер стука заметен исключительно профессионалу:
- поршни о цилиндр издают звуки щелкающие, на холодном двигателе;
- звонкий звук металл о металл при резком увеличении оборотов издает поршневой палец, реже при неправильно выставленном (опережение) угле зажигания;
- коренные подшипники звучат в низкой тональности;
- звук подшипников шатунных немного резче.
Измерение суммарных зазоров в сопряжениях
Обычно техническое обслуживание кривошипно шатунного механизма осуществляется с помощью установки КИ-11140 для определения зазора в КШМ.
При этом не нужно снимать поддон картера и запускать мотор. Измеряются зазоры в головках шатуна суммарно:
- поршень диагностируемого цилиндра позиционируется в верхней «мертвой точке»;
- коленвал стопорится, устройство фиксируется на месте форсунки;
- шток упирается с натягом в дно поршня, зажимается винтом;
- установка компрессора подсоединяется к штуцеру, создается вакуум -0,06 МПа и давление такой же величины;
- после 2 – 3 циклов подачи указанного давления и вакуума стабилизируются показания индикатора;
- затем индикатор настраивается на о в надпоршневом пространстве при давлении;
- после чего, в него подается отрицательное давление.
Определение объема газа, прорывающегося в картер
Не пригодна к эксплуатации существующая сборка кривошипно шатунного механизма авто, если проверка прорывающихся газов выявила большее его количество в картере. Измерения производятся прибором КИ-4887-И следующим способом:
- газорасходомер подключается в полость картера и к глушителю или вакуумной установке;
- двигатель включается в режим «под нагрузкой»;
- прорывающиеся газы изменяют показания прибора на величину их объема, проходящего в единицу времени.
При значительном износе ДВС расход может превышать 120 л/мин, требуются дополнительные регулировки расходомера. После отсоединения системы вентилирования картера все дополнительные отверстия необходимо закрыть заглушками/пробками.
Схема подключения газового расходомера КИ-4887-11
Измерение давления масла
Эксплуатируемая сборка кривошипно шатунного механизма считается пригодной к использованию, если проверка давления масла удовлетворяет норме. Измерения проводятся прибором КИ-5472, состоящим из рукава и манометра:
- штатный манометр скручивается с маслофильтра;
- на его место крепится прибор;
- двигатель прогревается до 70 – 80 градусов;
- фиксируется значение магистрального давления при оборотах холостого хода.
Предельно простое общее устройство системы смазки и прибора КИ позволяет снизить время диагностики.
Для ДВС карбюраторного типа считается нормальной компрессия в пределах 0,7 МПа. Поэтому в некоторых случаях диагност СТО измеряет компрессию прогретого двигателя. При этом разница показаний цилиндров не может превышать 0,1 МПа.
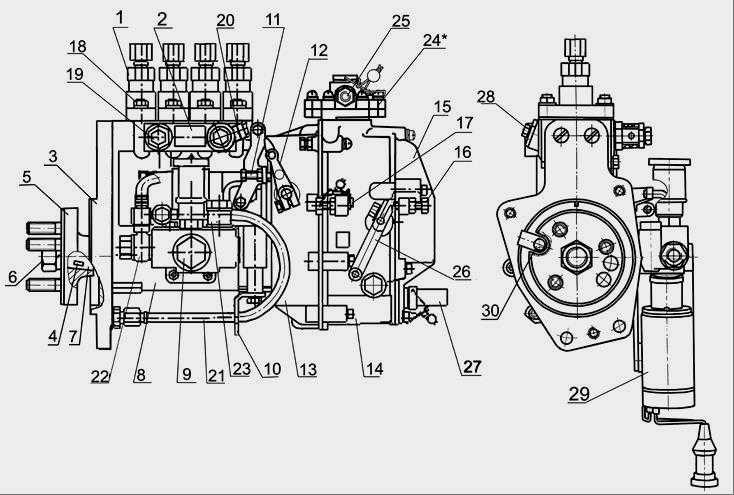
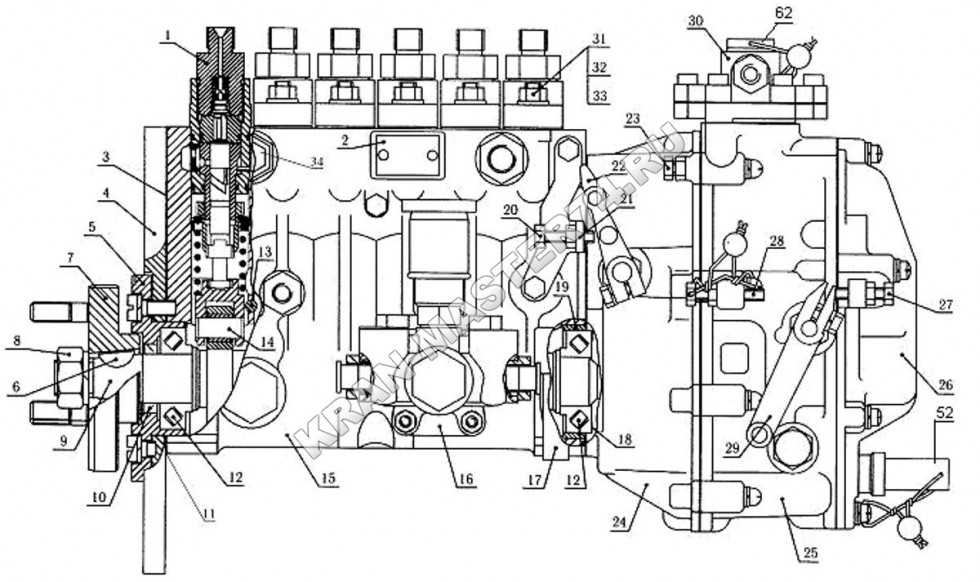
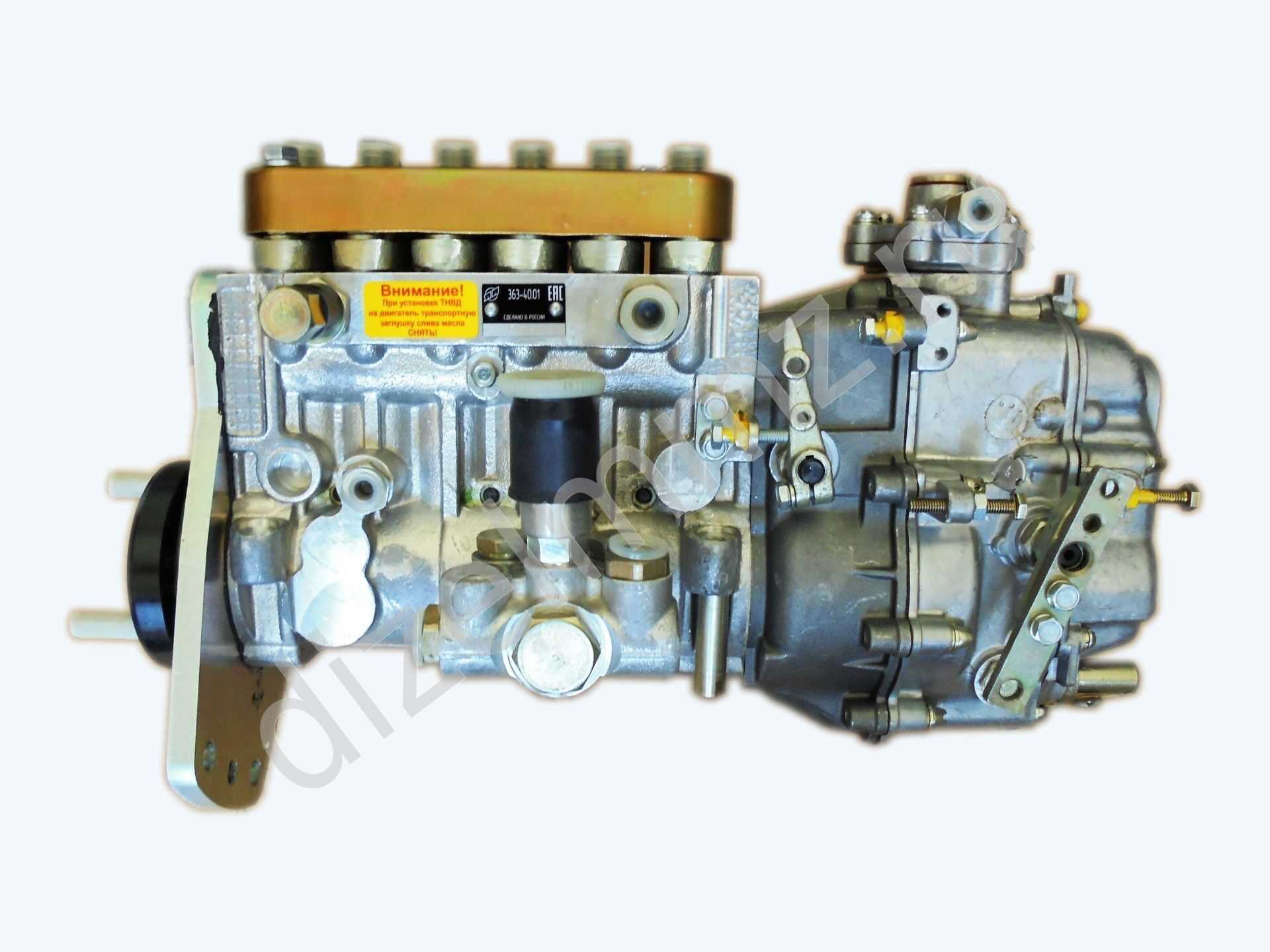
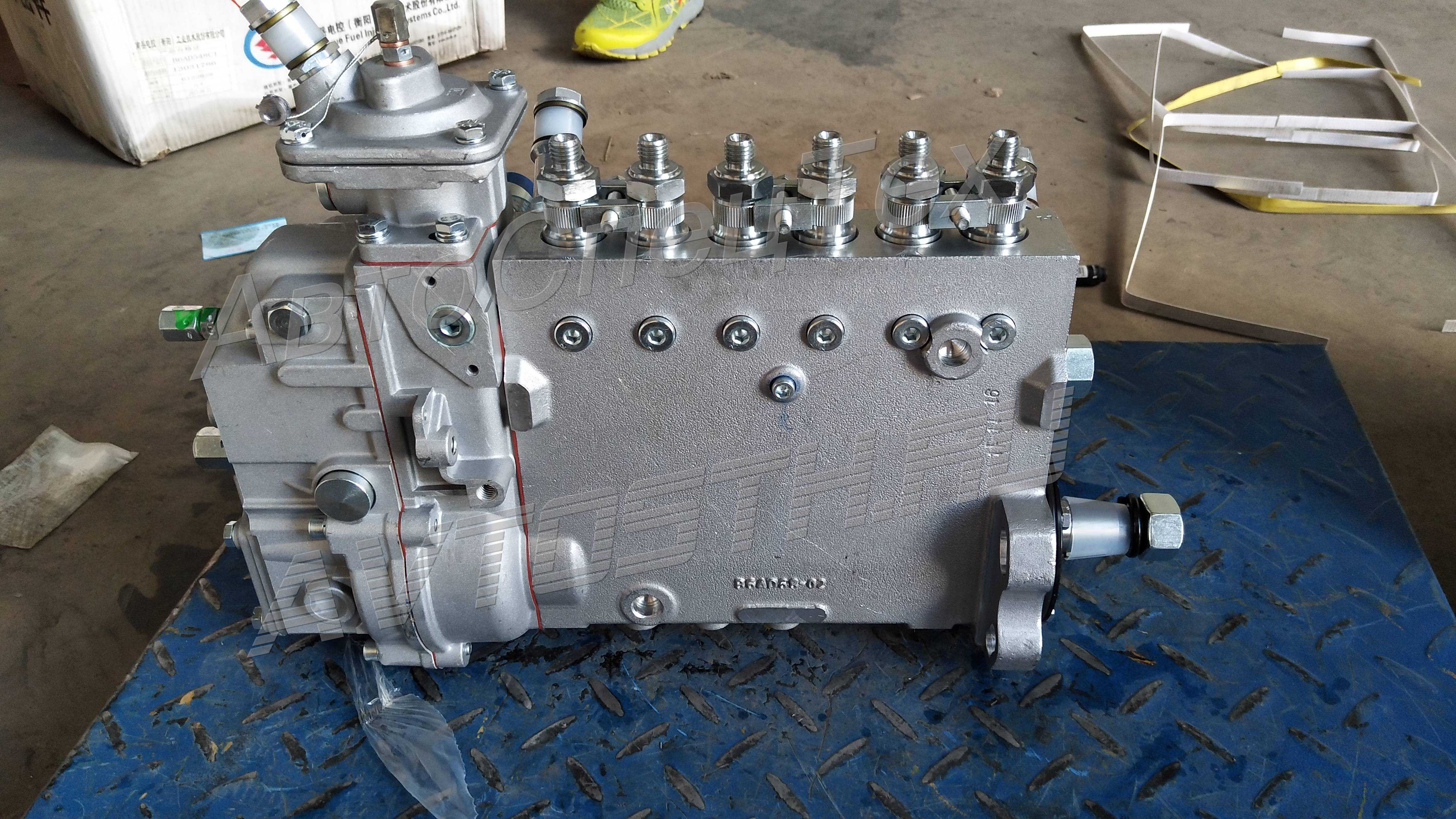
Рабочие регулировки и техническое обслуживание ТНВД дизеля Д-260
В процессе эксплуатации топливного насоса высокого давления ТНВД двигателя Д-260 трактора МТЗ-1221 при износе основных деталей нарушаются его регулировочные параметры. Смазка насоса централизованная от системы смазки дизеля через специальное маслоподводящее отверстие. Необходимо следить, чтобы подвод и слив масла из насоса были в исправном состоянии.





Для снижения износов прецизионных деталей не допускается работа насоса без фильтрующего элемента или с засоренным фильтром тонкой очистки топлива. Также не допускается работа с топливом, имеющим повышенное содержание воды.
При необходимости, а также при техническом обслуживании дизеля через 2000ч необходимо снять ТНВД Д-260 трактора МТЗ-1221 с дизеля и проверить его на стенде на соответствие техническим требованиям.
Для испытания должна быть предусмотрена система подвода сжатого воздуха к корректору по наддуву с устройством, позволяющим плавно изменять давление от 0 до 0,1 МПа.
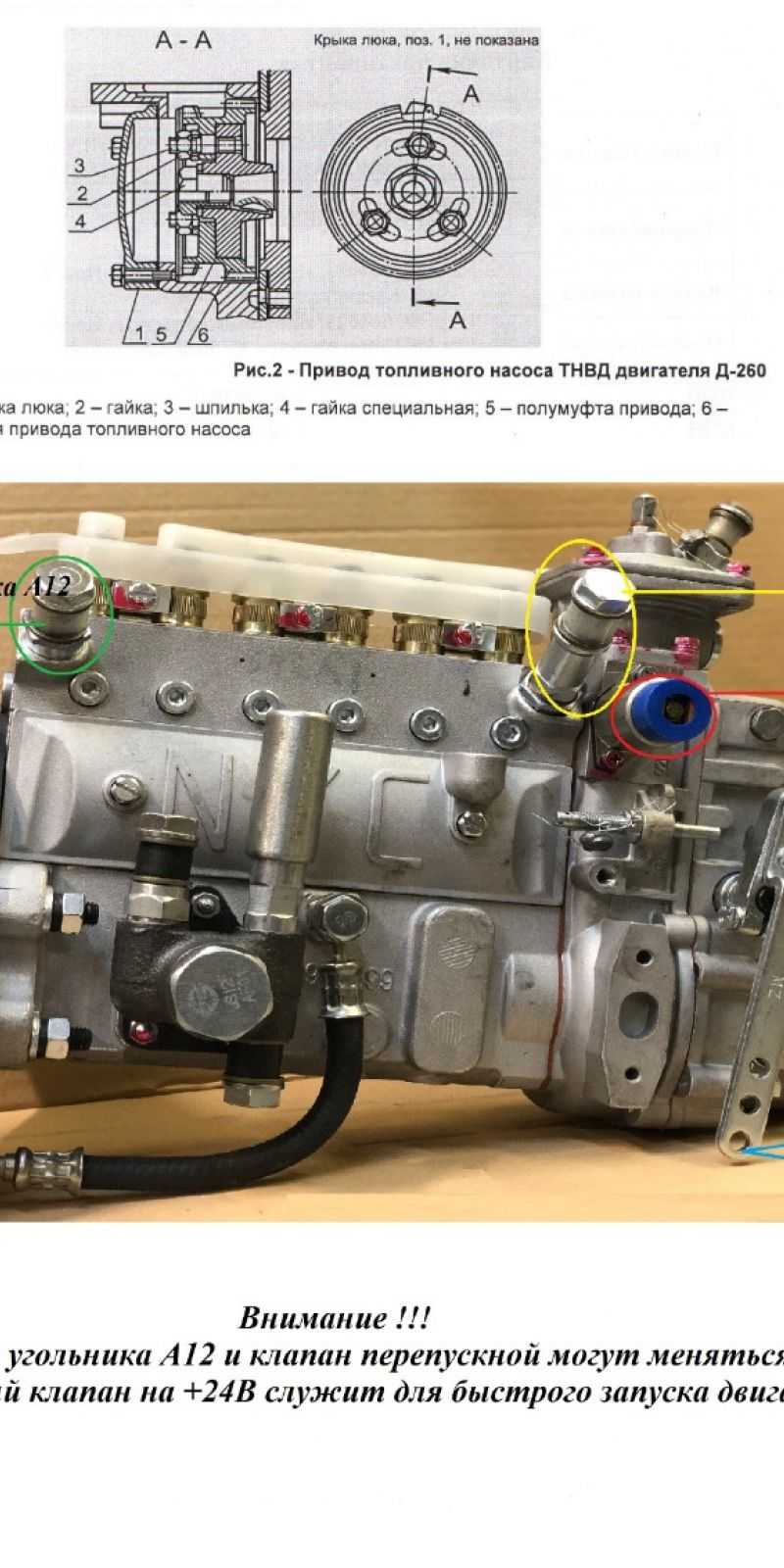
Проверка и регулировка геометрического начала нагнетания ТНВД Д-260
Геометрическое начало нагнетания (ГНН) секциями топливного насоса двигателя Д-260 трактора МТЗ-1221 определяется методом пролива при вращении кулачкового вала по часовой стрелке, если смотреть со стороны привода ТНВД, который состоит в следующем:
— рейка топливного насоса устанавливается в положение, соответствующее максимальной подаче топлива;
— топливо под давлением 0,15…0,2 МПа при заглушенном выходном отверстии перепускного клапана подается в систему низкого давления ТНВД (при этом из штуцеров насоса течет топливо);
— кулачковый вал насоса медленно прокручивается по часовой стрелке (при этом плунжер в определяемой секции должен перемещаться вверх);
— за начало нагнетания принимается момент окончания струйного истечения топлива из штуцера насоса, который фиксируется по лимбу регулировочного стенда.
Предварительный ход плунжера от начала его движения вверх до геометрического начала нагнетания (ГНН) в первой секции насоса должен быть 5,45-0,05мм.
Регулировка начала нагнетания ТНВД Д-260 производится дополнительной установкой или снятием специальных регулировочных шайб, расположенных между фланцами секции и корпусом.
Толщина регулировочных шайб должна быть одинакова с обеих сторон корпуса секции. Изменение толщины шайбы на 0,1 мм соответствует углу поворота кулачкового вала.
Для установки более раннего начала нагнетания необходимо уменьшить толщину пакета регулировочных шайб, а для более позднего – увеличивать. Давление открытия нагнетательных клапанов должно соответствовать 0,04…0,075 МПа.
Поршень с кольцами и пальцем
Поршень – это небольшая цилиндрическая деталь, изготовленная из алюминиевого сплава. Его основным назначением является преобразование давления выделяемых газов в поступательное движение, передаваемое в шатун. Возвратно-поступательное движение обеспечивается за счет гильзы.
Поршень состоит из юбки, головки и дна (днища). Дно может иметь разную форму (выпуклую, вогнутую или плоскую), в нем содержится камера сгорания. На головке расположены небольшие канавки для поршневых колец (маслосъемных и компрессионных).
Кольца компрессионного типа предотвращают возможное попадание газов в двигательный картер, а кольца малосъемного типа предназначены для удаления лишнего масла со стенок цилиндра.
Юбка оснащена специальными бобышками с отверстиями, для установления поршневого пальца, соединяющий поршень и шатун.
Шатун
Шатун – еще одна деталь КШМ, которая изготавливается из стали методом штамповки или ковки, оснащенная шарнирными соединениями. Шатун предназначен для передачи энергии движения от поршня к валу.
Шатун складывается из верхней, разборной нижней головки и стержня. Верхняя головка соединяется с поршневым пальцем. Нижнюю разборную головку можно соединять с шейкой вала с помощью крышек (шатунных).
Кривошип (колено)
К любому кривошипу (колено) крепится шатун поршня. Зачастую кривошип располагается от оси шеек в определенном радиусе, что определяет ход поршня. Именно эта деталь дала название кривошипно-шатунному механизму.
Коленчатый вал
Еще одна подвижная деталь механизма сложной конфигурации, изготовленная из чугуна или стали. Основным назначением вала является преобразование поступательного поршневого движения поршня во вращательный момент.
Коленчатый вал складывается из шеек (коренных, шатунных), щек (соединяющих шейки) и противовесов. Щеки создают равновесие при работе всего механизма. Внутри шейки и щеки оснащены небольшими отверстиями, через которые под давлением происходит подача масла.
Маховик
Маховик, как правило, установлен на конце вала. Изготавливается из чугуна. Маховик предназначен для повышения равномерного вращения вала для запуска двигателя с помощью стартера.
В настоящее время чаще применяются маховики двухмассового типа – два диска, которые достаточно плотно соединены между собой.
Блок цилиндров
Это неподвижная деталь КШМ, которая изготавливается из чугуна или алюминия. Блок предназначен для направления поршней, именно в них осуществляется весь рабочий процесс.
Блок цилиндров может быть оснащен рубашками охлаждения, постелями для подшипников (распределительного и коленчатого вала), точкой крепления.
Головка цилиндров
Эта деталь оснащена камерой сгорания, каналами (впускными и выпускными), отверстиями для свечей зажигания, втулками и седлами. Головка цилиндров изготавливается из алюминия.
Как и блок, головка также имеет рубашку охлаждения, которая соединяется с рубашкой цилиндра. А вот герметичность этого соединения обеспечивается специальная прокладка.
Закрывается головка небольшой штампованной крышкой, при этом между ними устанавливается резиновая прокладка, устойчивая к воздействию масел.
Поршень, гильза цилиндров и шатун образуют то, что автомобилисты обычно называют цилиндр. Двигатель может иметь от одного до 16, а иногда и больше цилиндров. Чем больше цилиндров, тем больше общий рабочий объем двигателя и, соответственно, тем больше его мощность. Но нужно понимать, что при этом одновременно с мощностью растет и расход топлива. Цилиндры в двигателе могут располагаться по различным компоновочным схемам:
- рядная (оси всех цилиндров располагаются в одной плоскости)
- V-образная компоновка (оси цилиндров располагаются под углом 60 или 120 градусов в двух плоскостях)
- оппозитная компоновка (оси цилиндров располагаются под углом 180 градусов)
- VR-компоновка (аналогично V-образной, но плоскости располагаются под небольшим углом относительно друг друга)
- W-образная компоновка представляет собой совмещение на одном коленчатом валу двух VR-компоновок, расположенных V-образно со смещением относительно вертикали
От компоновочной схемы зависит балансировка двигателя, а так же его размер. Наилучшей балансировкой обладает оппозитный двигатель, однако он редко используется на автомобилях из-за конструктивных особенностей.
Так же отличным балансом обладает рядный шестицилиндровый двигатель, но его применение на современных автомобилях практически невозможно из-за его громоздкости. Наибольшее распространение получили V-образные и W-образные двигатели из-за наилучшего сочетания динамических характеристик и конструктивных особенностей.
https://youtube.com/watch?v=_FvTszSYibg
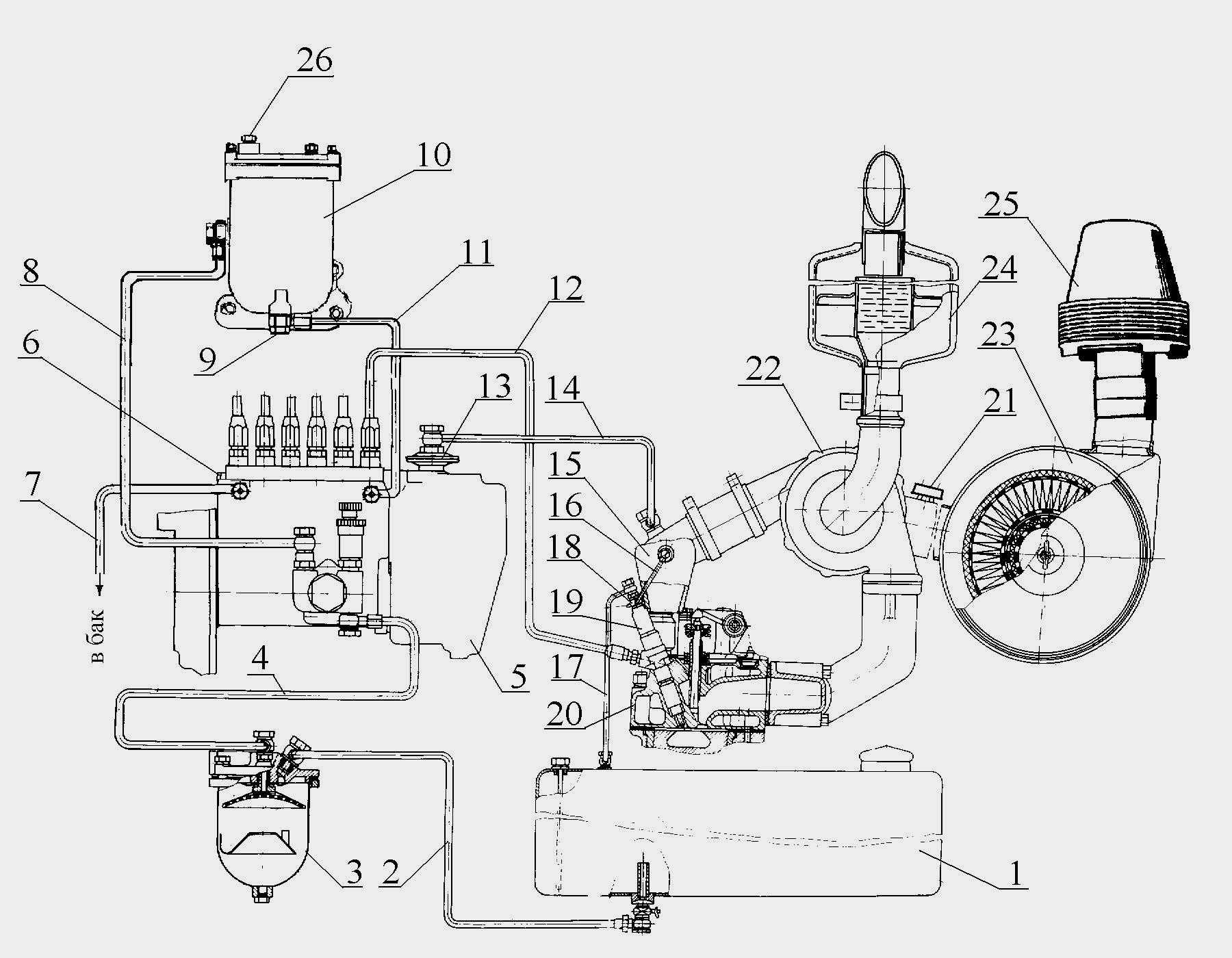
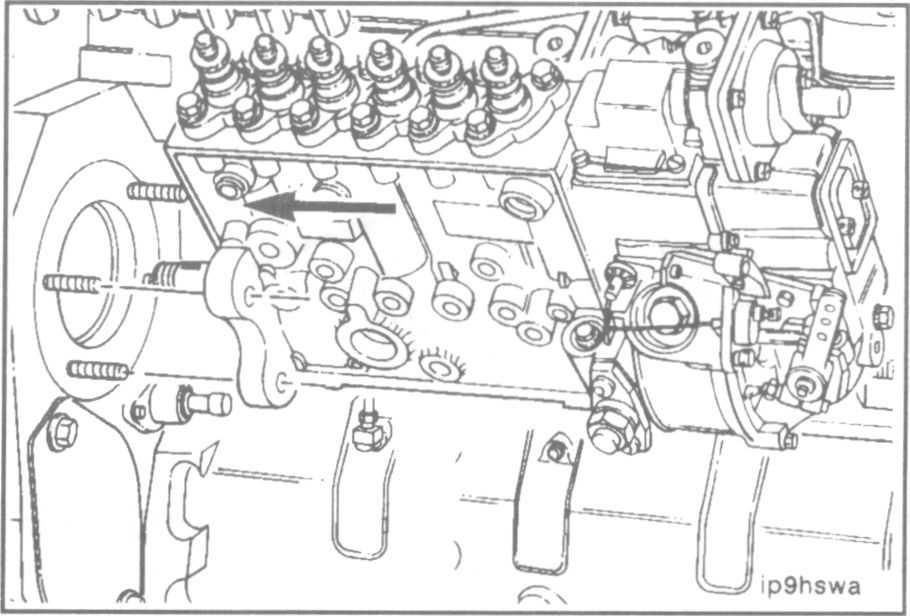
Установка тнвд на двигатель д 260
Санкт-Петербург Пулковское ш., д. 104
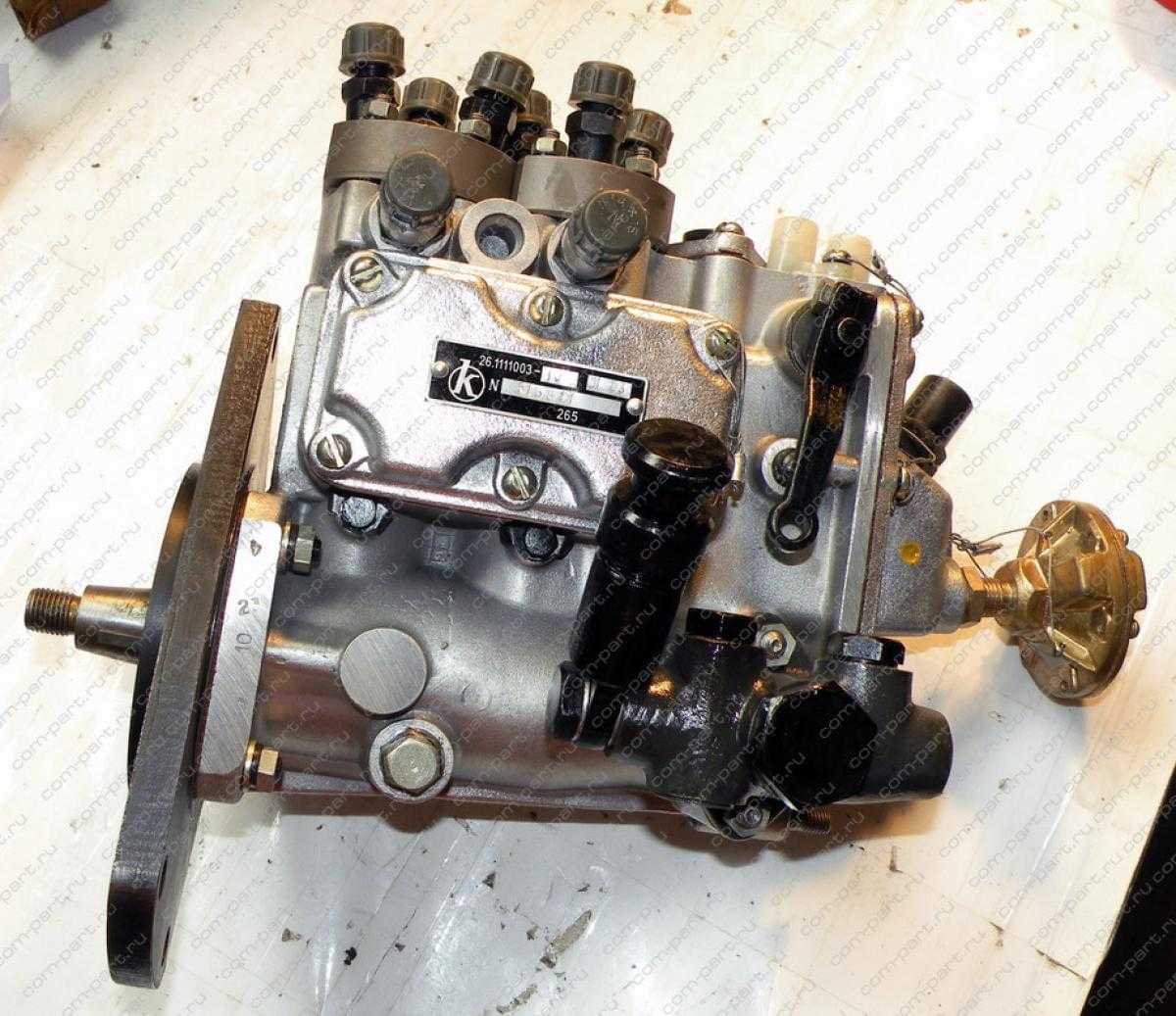
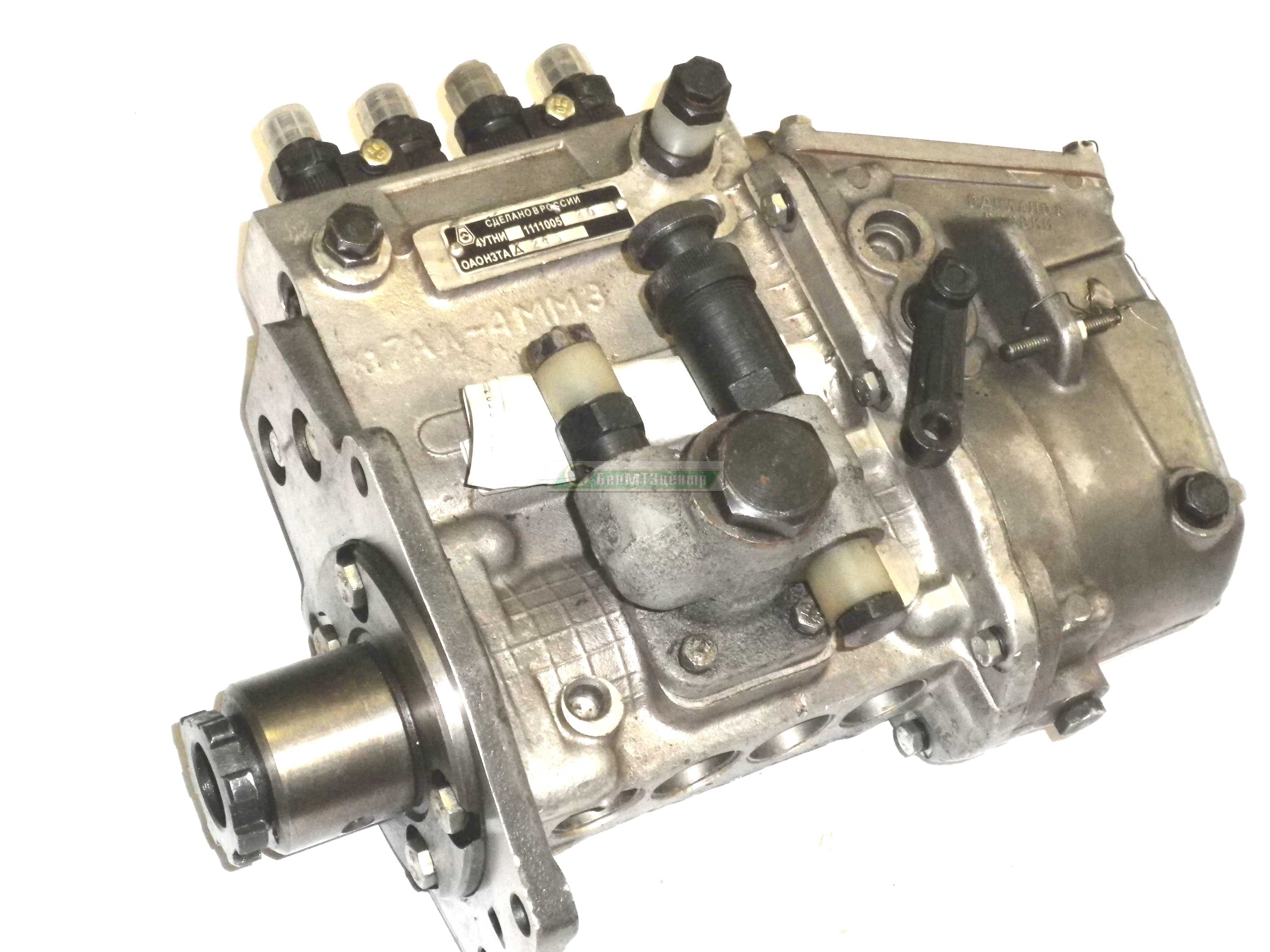
В связи с тем, что спрос на топливные насосы высокого давления 32 группы производства Ногинского завода топливной аппаратуры не высок, а Минский моторный завод их на свои двигатели Д-260 не ставит, НЗТА временно их производство приостановил. Тем не менее, как замена дорогих насосов MOTORPAL, эти насосы были очень удобны, в т. ч. из-за наличия недорогих запасных частей.


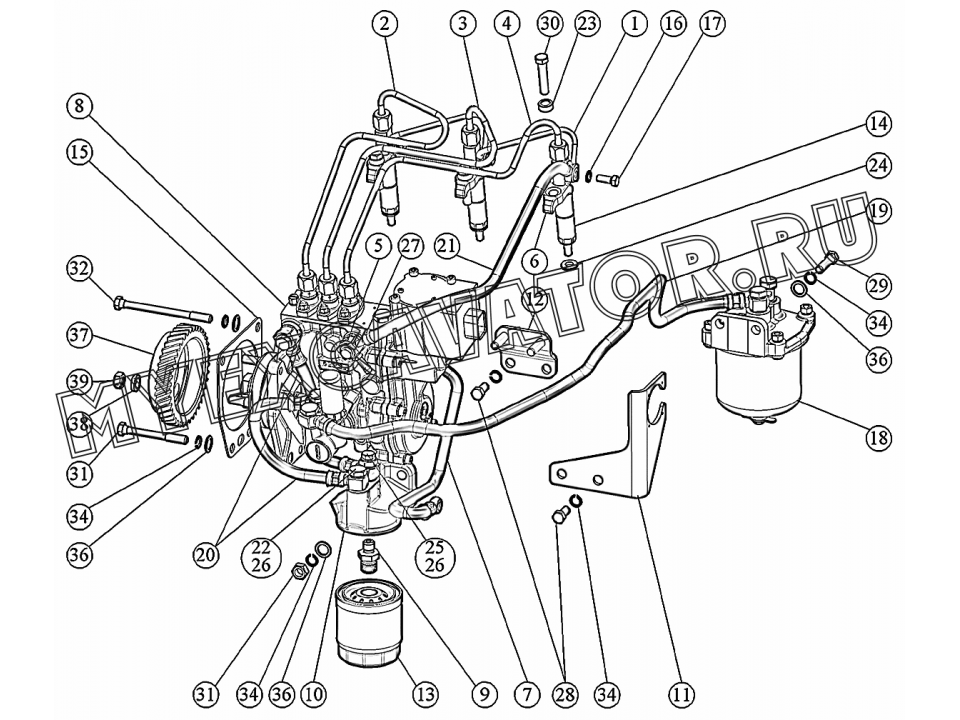
Порядок замены ТНВД MOTORPAL на ТНВД НЗТА:
Работу по переустановке насосов производить на очищенном от пыли и грязи и тщательно вымытом двигателе.
- Отсоединить от рычагов регулятора тяги управления насосом–аналогом.
- Отсоединить топливопроводы высокого давления от штуцеров насоса–аналога и освободить топливопроводы от зажимов.
- Отсоединить топливопроводы низкого давления от насоса-аналога, фильтра тонкой очистки и трубку подвода воздуха к пневмокорректору.
- Снять крышку люка со стороны шестерни привода топливного насоса.
- Отвернуть три гайки крепления шестерни привода к фланцу топливного насоса-аналога.
- Отвернуть болты крепления фланца топливного насоса с двигателем и снять топливный насос
- На отдельных модификациях двигателей для обеспечения размещения пневмокорректора ТНВД и кронштейна крепления фильтра тонкой очистки допускается доработка.
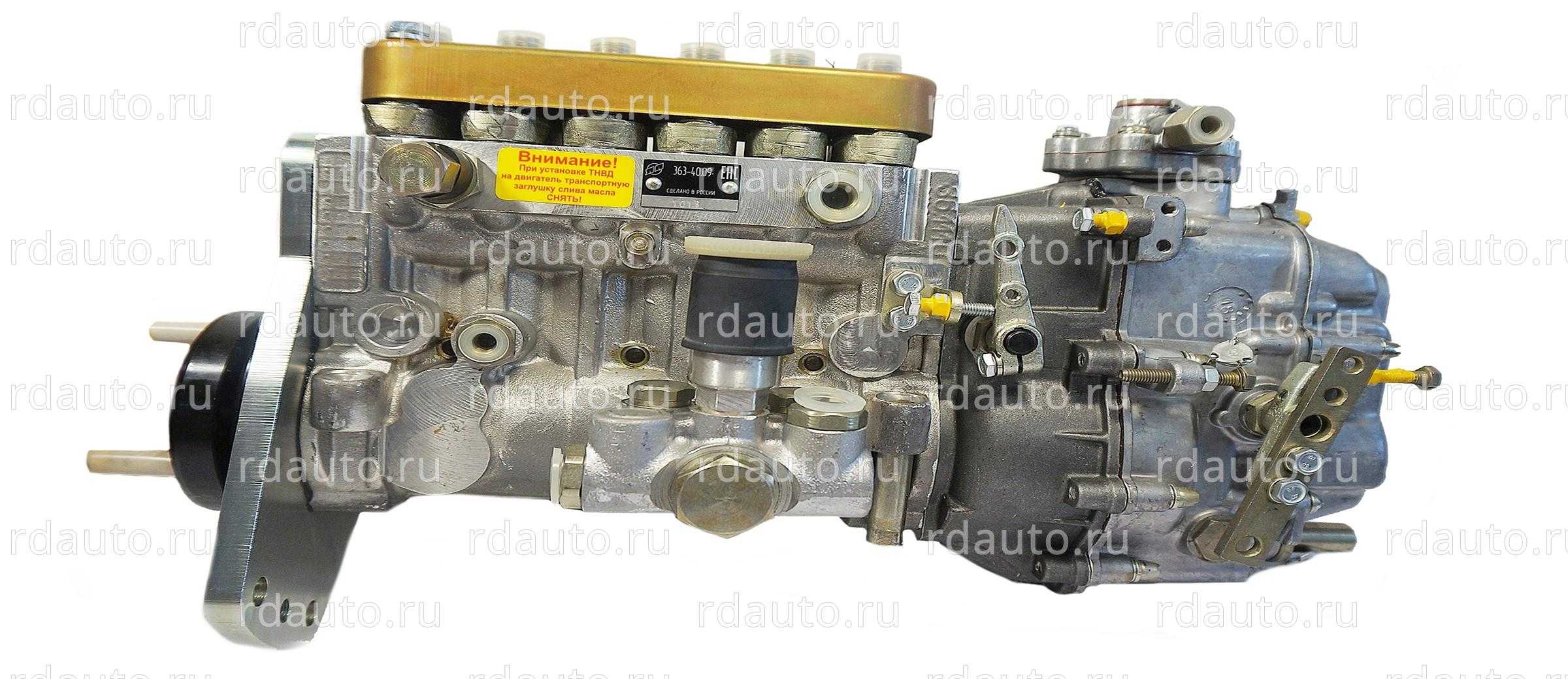
- Установить ТНВД 632.1111007-20 на двигатель Д-260.1, введя шпильки фланца привода в шестерню.
- Закрепить насос болтами крепления к двигателю.
- Подсоединить топливопроводы низкого давления к топливному насосу, сохранив прежнюю систему подвода и отвода топлива.
- Прокачать систему топливоподачи ручным насосом и отрегулировать угол начала подачи топлива на двигателе, руководствуясь техническим описанием и инструкцией по эксплуатации Д-260 ОАО «ММЗ». (Угол начала подачи топлива для насоса 632.1111007-20 составляет 14…16град). Зафиксировать три гайки фланца привода.
- Установить трубки высокого давления, не отсоединяя от форсунок. При установке, трубки подогнуть по месту.
- Во избежание поломок трубок высокого давления от вибрации двигателя закрепить их зажимами.
- Подсоединить трубку подвода воздуха к противодымному корректору.
- Подсоединить тяги управления регулятором, отрегулировав их по длине, и обеспечив полный ход рычага управления ТНВД.
- Залить через пробку на крышке регулятора 250 мл моторного масла и запустить двигатель.
Правила проведения затяжки крепления
Болты ГБЦ
Соблюдайте правила затяжки креплений:
- Момент затяжки ГБЦ указывается в руководстве к транспортному средству. Следует изучить его, прежде чем выполнять ремонт. Этот показатель отличается не только на разных марках автомобилей, но и на разных моделях машин одного и того же производителя. А все потому, что в одних моторах блок цилиндров изготавливают из чугуна, в других – из алюминиевых сплавов, устанавливают асбестовые и безасбестовые прокладки ГБЦ, которые обладают разным коэффициентом расширения.
- Обтяжка производится последовательно и равномерно. Порядок затягивания болтов головки блока цилиндров также нужно уточнять в рководстве.
- После вкручивания болтов с должным усилием, необходимо осуществить контрольную затяжку через 30-40 минут. Необходимость в этом появляется из-за «усаживания» прокладки после установки. Следует также проверить момент затяжки примерно после 1000 км пробега, потому что из-за высоких нагрузок и повышенных температур увеличивается давление на прокладку, что приводит к ослаблению затяжки болтов со временем, а вероятность прогорания прокладки и ее продавливания увеличивается. Порядок затягивания болтов при дотяжке сохраняется. Если для крепления головки ГБЦ использовался пружинный тип креплений, то выполнять протяжку болтов потом не нужно.
- Затяжку производят в три-четыре этапа, соблюдая порядок: сначала крепежи затягивают слегка, потом сильнее, и, наконец, до конца.
- Если используется динамометрический ключ щелчкового типа, то после появления характерных щелчков затягивать болты больше нельзя.
- Рекомендуется менять болты на новые при каждой разборке двигателя, но на 16-ти клапанных движках можно повторно вкрутить старые крепежи, если их длина составляет менее 95 мм (длину нужно измерить вместе с шайбой). В противном случае крепежные элементы упрутся в дно колодца, а при температурном расширении разобьют отверстие, расколют блок цилиндров либо сломаются сами.
Неисправности поршневой группы двигателя
При износе компонентов поршневой группы в работе силового агрегата возникают неполадки:
Диагностика состояния и дефектовка деталей поршневой
![]()
Для предварительной проверки состояния поршневой группы тракторного дизеля необходимо слить масло из картера, а затем демонтировать нижний поддон.
Затем снимается декоративная защитная крышка газораспределительного механизма и удаляется валик с кулачками привода клапанов, под которым размещены болты крепления головки у блоку цилиндров.
После снятия головки механик оценивает состояние детали, при обнаружении трещин силовой агрегат демонтируется с трактора и отправляется в сервисный центр для проведения капитального ремонта.
Для проверки состояния и замера размеров требуется демонтировать поршневую группу. В процессе разбора мотора удаляется масляная помпа с магистралями подачи жидкости к трущимся парам, а затем откручиваются болты крепления шатунных крышек. Поршни в сборе с шатунами извлекаются из гильз через верхнюю часть блока.
Проверка состояния элементов состоит из этапов:
Таблица ремонтных размеров поршневой группы Д-240
Промышленностью выпускается 3 размерные группы поршневой для МТЗ Д-240:
| Обозначение группы | Внутренний диаметр гильзы (минимум), мм | Внутренний диаметр гильзы (максимум), мм | Диаметр поршня, измеренный по юбке (минимум), мм | Диаметр поршня, измеренный по юбке (максимум), мм |
| М | 110 | 110,02 | 109,88 | 109,90 |
| С | 110,02 | 110,04 | 109,90 | 109,92 |
| Б | 110,04 | 110,06 | 109,92 | 109,94 |
Детали отличаются диаметром сопрягаемых элементов, маркировка наносится на верхнюю часть стакана гильзы, не используемую при работе дизеля. Поршни маркируются нанесением соответствующей литеры на днище. При проведении капитального ремонта силового агрегата запрещается использование деталей из разных наборов.
Неисправности КШМ
К признакам неисправности КШМ относятся: появление посторонних стуков и шумов, падение мощности двигателя, повышенный расход масла, перерасход топлива, появление дыма в отработанных газах.
Стуки и шумы в двигателе возникают в результате износа его основных деталей и появления между сопряженными деталями увеличенных зазоров. При износе поршня и цилиндра, а также при увеличении зазора между ними возникает звонкий металлический стук, хорошо прослушиваемый при работе холодного двигателя. Резкий металлический стук на всех режимах работы двигателя свидетельствует об увеличении зазора между поршневым пальцем и втулкой верхней головки шатуна. Усиление стука при резком увеличении числа оборотов коленчатого вала свидетельствует об износе вкладышей коренных или шатунных подшипников, причем стук более глухого тона указывает на износ вкладышей коренных подшипников. При большом износе вкладышей возможно резкое падение давление масла. В этом случае эксплуатировать двигатель нельзя.
Падение мощности двигателя возникает при износе или залегании в канавках поршневых колец, износе поршней и цилиндров, а также плохой затяжке головки цилиндров. Эти неисправности вызывают падение компрессии в цилиндре. Компрессию проверяют при помощи компрессометра на теплом двигателе. Для этого выкручивают все свечи, и на место одной из них устанавливают наконечник компрессометра. При полностью открытом дросселе прокручивают двигатель стартером в течение 2-3 секунд. Таким образом последовательно проверяют все цилиндры. Величина компрессии должна быть в пределах, указанных в технических данных двигателя. Разница в компрессии между отдельными цилиндрами не должна превышать 1 кГ/см2.
Повышенный расход масла, перерасход топлива, появление дыма в отработанных газах (при нормальном уровне масла в картере) обычно появляются при залегании поршневых колец или износе колец и цилиндров. Залегание кольца можно устранить без разборки двигателя, залив в цилиндр через отверстие для свечи зажигания специальную жидкость.
Отложение нагара на днищах поршней и камер сгорания снижает теплопроводность, что вызывает перегрев двигателя, падение мощности и повышение расхода топлива.
Трещины в стенках рубашки охлаждения блока и головки блока цилиндров могут появиться в результате замерзания охлаждающей жидкости, заполнения системы охлаждения горячего двигателя холодной охлаждающей жидкостью или в результате перегрева двигателя. Через трещины в блоке цилиндров охлаждающая жидкость может попадать в цилиндры. При этом цвет выхлопных газов становится белым.





