Задиры в цилиндрах на Киа Рио, Спортейдж, Хеднай IX 35
Владельцы автомобилей Киа Оптима, Спортейдж, Соната и IX35 регулярно сталкиваются с проблемой задиров. Проблема касается машин, выпущенных в период с 2011 по 2014 годы.
За это время продано свыше 100 000 автомобилей, которые разошлись по всему миру. При этом сама проблема обнаруживается не сразу, а при достижении пробега 50 000-70 000 км.
Оказалось, что неисправность касается 2-литровых моторов серии G4KD с индексом Theta2 с мощностью 165 лошадиных сил. В машинах, которые поставляются в РФ, поставляется двигатель объемом до 150 лошадиных сил.
Сам мотор представляет собой совместный продукт компаний Киа, Крайслер и Митсибиси. Он создан еще в 2005 году, и сразу пошел в серию.
В КНР он известен под названием G4KD, а в Японии — 4B11. Такие моторы, кроме рассмотренных выше моделях, также стоят на машинах «Крайслер», «Джип», «Додж» и «Митсубиси».
Интересно, что проблемы касаются не всей линейки, а версии Theta2. Это значит, что причиной задиров является какая-то конструктивная особенность, не характерная для машин из США и Японии.
Выходит, что в Южной Корее просто допустили ошибку и выпустили бракованную версию уже готового двигателя. Если говорить о причинах задиров, их несколько.
Попадание твердых элементов внутрь авто
В рассмотренных выше марках авто гарантия на катализатор всего 1000 км, после которых производитель не гарантирует его целостность.
В процессе эксплуатации соты могут разрушаться, и их элементы попадают в двигатель.
Отметим, что проблема характерна для 1.6-литровых моторов, а в 2-литровых агрегатах вероятность таких проблем сведена почти к нулю.
Дефицит / нехватка масла
Если говорить о причинах проблемы в моторах G4KD, дефицит масла — одна из основных версий.
Это обусловлено слабым насосом, который при работе на холостом ходу создает давление, не превышающее 0,5 атм. Еще одним минусом является отсутствие масляных форсунок.
Проблема может возникать при продолжительном простое в пробке / на светофоре. В таких обстоятельствах двигатель работает на холостых оборотах, смазка стекает вниз, а ее количество на стенках цилиндра ограничено.
При начале движения водитель жмет на газ, и первое время мотор работает почти без масла. Как результат, появляются задиры.
Еще оной причиной может быть заливка густого масла. Так, для G4KD нужно использовать 5W20. Если заливать 5W30 или 5W40, качество смазки ухудшается, и со временем появляются задиры.
Кроме того, в холодную погоду вязкость увеличивается, что создает дополнительные проблемы.
До прогрева смазки двигатель работает, по сути, на износ. Это, в свою очередь, приводит к повреждению зеркал цилиндра или юбки поршня.
Перегрев
В ситуации с двигателем G4KD нельзя исключать и перегрев. Многие специалисты сходятся во мнении, что это главная причина неисправности для указанного мотора. Это легко объяснить.
В целях экономии или по иным причинам производители не установили форсунки для «смачивания» нижней части поршня.
При этом выделяется несколько объяснений, почему появляются задиры из-за дефицита масла:
- Короткая юбка, что может привести к отклонению по вертикали.
- Высокая мощность при небольшом объеме мотора.
- Легкий поршень с меньшей теплоемкостью и более быстрым нагревом.
Получается, что в моторе небольшой мощности сгорает большой объем горючего. Как результат, двигатель перегревается.
Охлаждающая жидкость отводит тепло от цилиндра, поэтому с ним проблемы возникают редко.
Поршень, в свою очередь, не получает достаточный объем масла и греется. При этом нагрев происходит внизу, где деталь и прогревается выше нормы.
Как только определенная температура достигнута, зазор пропадает и поршень царапает стенку цилиндра.
Не удивительно, что задиры на G4KD, как правило, появляются снизу. При этом глубина может достигать 0,5 мм.










Поршневые кольца
Поршневые кольца обеспечивают плотное подвижное соединение поршня с цилиндром. Они предотвращают прорыв газов из надпоршневой полости в картер и попадание масла в камеру сгорания. Различают компрессионные и маслосъемные кольца.
Компрессионные кольца (два или три) устанавливают в верхние канавки поршня. Они имеют разрез, называемый замком, и поэтому могут пружинить. В свободном состоянии диаметр кольца должен быть несколько больше диаметра цилиндра. При введении в цилиндр такого кольца в сжатом состоянии оно создает плотное соединение. Для того чтобы обеспечить возможность расширения установленного в цилиндре кольца при нагревании, в замке должен быть зазор 0,2…0,4 мм. С целью обеспечения хорошей приработки компрессионных колец к цилиндрам часто применяют кольца с конусной наружной поверхностью, а также скручивающиеся кольца с фаской на кромке с внутренней или наружной стороны. Благодаря наличию фаски такие кольца при установке в цилиндр перекашиваются в сечении, плотно прилегая к стенкам канавок на поршне.
Маслосъемные кольца (одно или два) удаляют масло со стенок цилиндра, не позволяя ему попадать в камеру сгорания. Они располагаются на поршне под компрессионными кольцами. Обычно маслосъемные кольца имеют кольцевую канавку на наружной цилиндрической поверхности и радиальные сквозные прорези для отвода масла, которое по ним проходит к дренажным отверстиям в поршне (см. рис. а). Кроме маслосъемных колец с прорезями для отвода масла используются составные кольца с осевыми и радиальными расширителями.
Для предотвращения утечки газов из камеры сгорания в картер через замки поршневых колец необходимо следить за тем, чтобы замки соседних колец не располагались на одной прямой.
Поршневые кольца работают в сложных условиях. Они подвергаются воздействию высоких температур, а смазывание их наружных поверхностей, перемещающихся с большой скоростью по зеркалу цилиндра, недостаточно. Поэтому к материалу для поршневых колец предъявляются высокие требования. Чаще всего для их изготовления применяют высокосортный легированный чугун. Верхние компрессионные кольца, работающие в наиболее тяжелых условиях, обычно покрывают с наружной стороны пористым хромом. Составные маслосъемные кольца изготавливают из легированной стали.
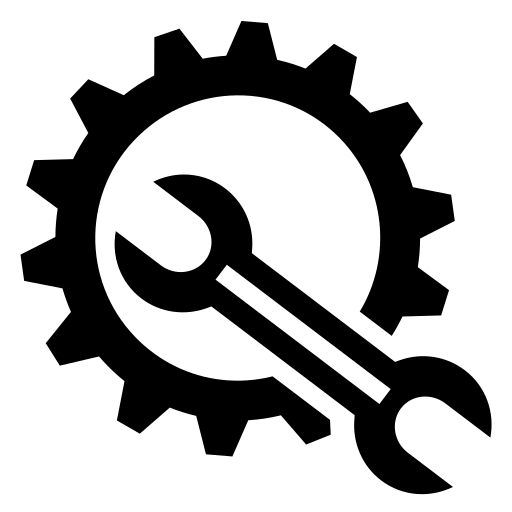
Полировка поршневой группы
Много
сказано, написано о тюнинге, но,
большинство забывают, что
прежде, чем грешить на ходовые
качества базовой модели
скутера, надо убедится, что всё
в ней настроено на максимальную
отдачу, заменены все
потенциально изношенные детали,
прочищен карбюратор, вариатор,
стоит неизношенный ремень, не
забиты нагаром продувочные
окна и глушитель, сняты все
глушилки, поставленные нарочно
и являющиеся следствием
конструктивной особенности.
Поверьте, скутер способен на
большее и без увеличения объёма
цилиндра, (что неминуемо ведёт к
его преждевременному износу
колена.) Яркий пример- Ожог,
который отдраил свою DIO по
максимуму, а потом не узнал её.
Именно один из вариантов такого
«тюнинга» и хочу вам
предложить.
Речь о полировке поршня и
крышки цилиндра.
Что это даёт?
-
на
отполированный поршень не
налипает в таких количествах
нагар, ему, попросту не за что
зацепиться, следственно не
увеличивается его масса и не
закоксовываются кольца. -
то
же относится и к крышке
цилиндра, нагар ей так же
вреден. - смесь
влетает и вылетает с большей
скоростью, соответственно
увеличиваются максимальные
обороты.
По-хорошему,
необходимо полировать и каналы,
по которым она летает (об этом
потом), но полировка поршня и
крышки не менее полезна — нагар —
штука очень вредная для
двухтактника.
Итак. Берём скутер и везём его в
гараж к приятелю. (Надеюсь, Вы не
хотите, чтобы скутер сгнил в
вашей ракушке за зиму и храните
его дома?) Развинтим скутер,
снимем головку цилиндра. Очень
важный момент! После снятия
горшка, возьмите ЧИСТУЮ
тряпочку и проложите отверстие
под шатуном, чтобы, не дай Бог,
ничего не упало внутрь, а то
запахнет половининьем
двигателя. Аккуратненько
отцепляем острым предметом
стопорное кольцо (а это не
просто, не погните его),
вытаскиваем палец и игольчатый
подшипник. Затем накрываем всю
эту радость чистой тряпочкой.
Постоянно помните, маленькая
песчинка, попавшая внутрь,
потом может просто задрать
зеркало цилиндра. Вытащив
поршень, вооружимся очень
мелкой шкуркой и начинаем
счищать нагар. Впрочем, если он
не отваливается хлопьями, а это
вполне возможно.
Сняв
нагар, берём ещё более мелкую
шкурку и доводим поверхность
поршня до матового состояния.
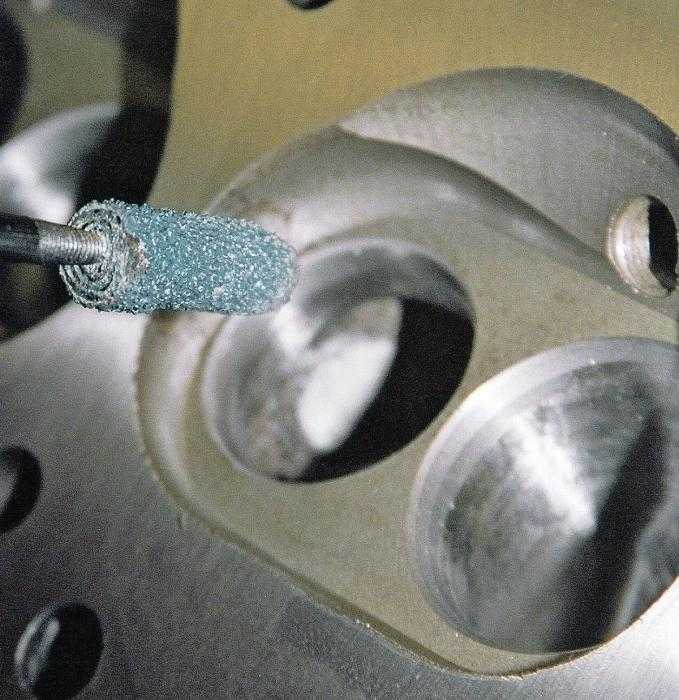
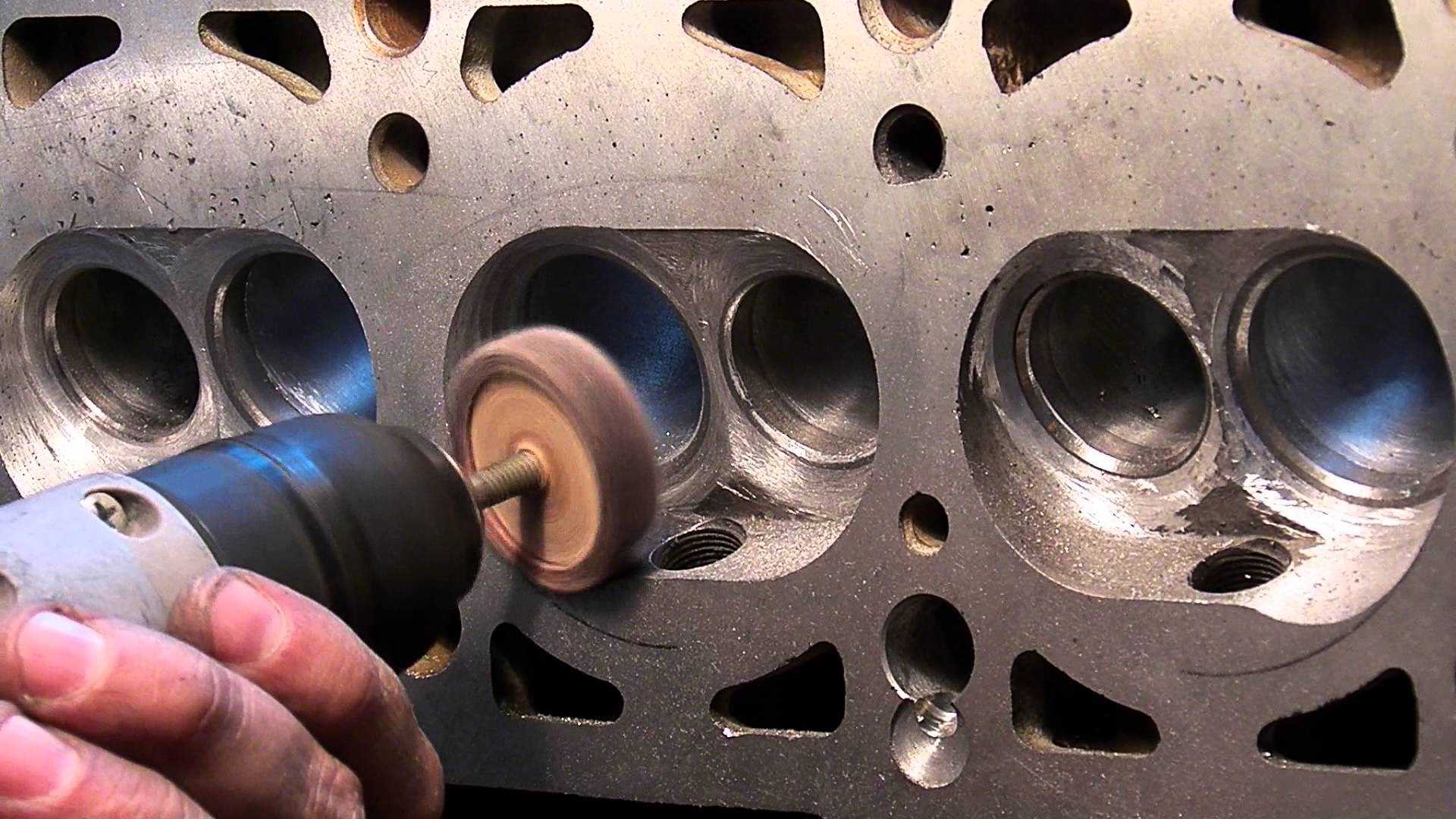
Затем
вооружаемся толстым войлочным
кругом, смазываем его сначала
грубой пастой (такие наборы
можно купить на автомобильном
рынке, состоят из 2 блочков
пасты и 2 кружков- войлочного и
тряпичного) и начинаем
аккуратно полировать при
помощи электродрели.
Таким
образом доводим поверхность до
относительно блестящего
состояния, проследив, чтобы не
осталось явных царапин от
шкурки, иначе следующая
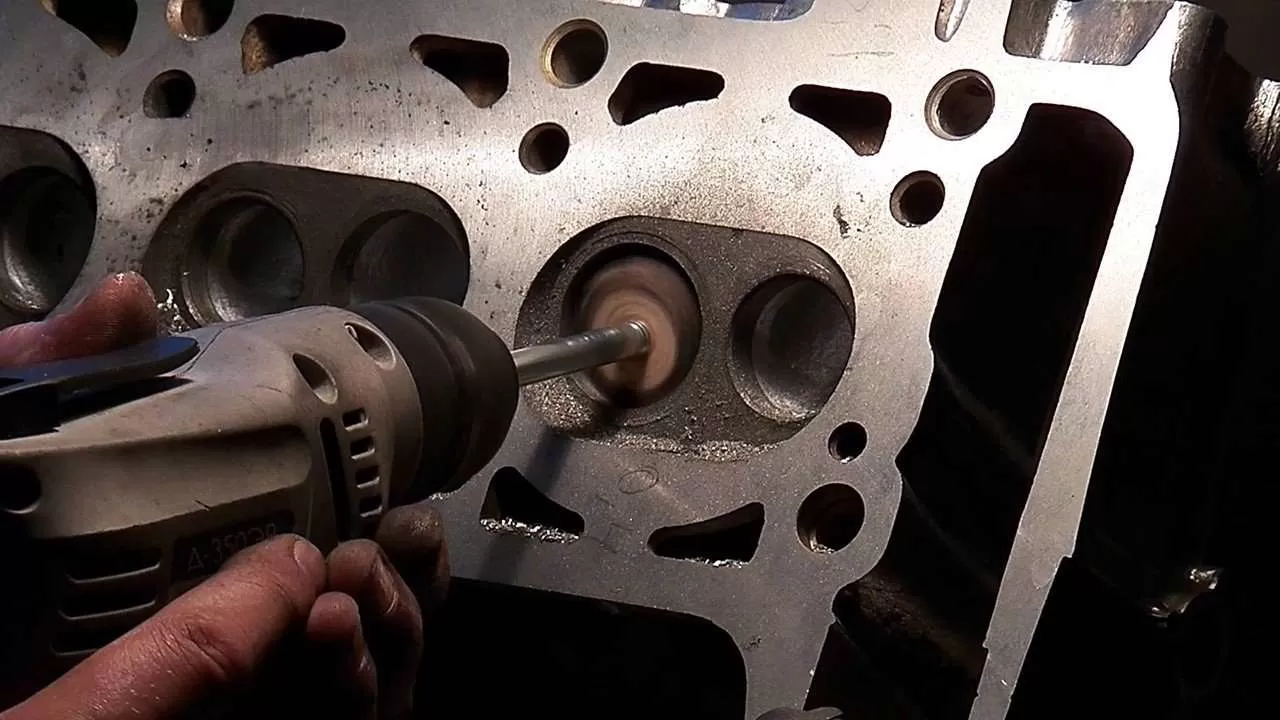
процедура теряет смысл. Затем,
вооружившись тряпичным кругом
и более мелкой пастой, доводим
поверхность поршня до
абсолютно зеркальной
поверхности.
Кстати,
тут можно снять кольца, промыть
их и, главное, промыть от нагара
канавки под кольца, кисточкой
или обломком кольца, но не
острыми предметами.
Обязательно запомните где и
какой стороной стояли кольца,
это имеет значение. Всё то же
самое стоит проделать с
головкой цилиндра.
В
общем, секретов тут немного.
Главный из них —
последовательность, т.е.,
сначала берём относительно
крупную шкурку, потом нулёвку,
сначала используем более
грубую пасту, потом чисто
полировочную.
И,
конечно, всё надо делать в
условиях чистоты. Гаражный
песок — страшный враг скутера.
Особенно его не переваривают
кольца и зеркало цилиндра. Их от
него коробит!
При установке поршня на место
проверьте, действительно ли
хорошо село стопорное кольцо,
если возникают хоть малейшие в
этом сомнения, вытащите и
вставьте его заново! Когда
кольцо срывает, оно
перемалывает всё. У меня такое
было. Кстати, если прокладка во
время разборки порвалась,
последите за тем, чтобы
материал, из которой будете
стругать новую, был аналогичной
толщины, в этом деле важны доли
миллиметра.
Опять же, при сборке, будьте
внимательны и следите за тем,
чтобы кольца были установлены
правильно. Если не лезет
цилиндр, ни в коем случае не
пытайтесь натянуть его силой (как
я однажды сделал), если кольца
стоят правильно и не упираются
в стопорную шпонку, цилиндр
одевается легко и
непринуждённо. Делая это, как
следует всё смажьте маслом.
Текст:
LAPA Фото: LAPA
Источник www.moto.km.ru
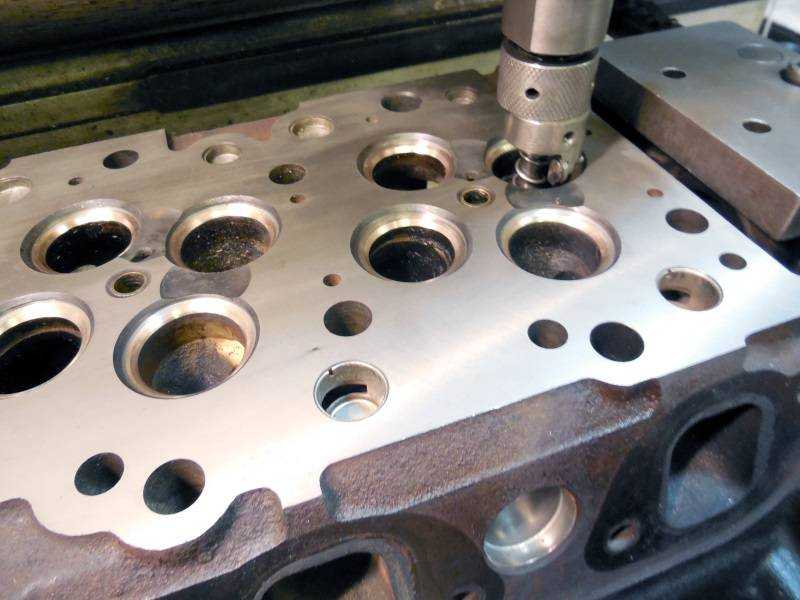
Расточка поможет повысить компрессию блока цилиндров
Видео инструкция, как правило, наглядно показывает данное мероприятие, но зритель упускает самое важное – специфику проведения. Ему кажется, что все просто и легко, и он справится, но нельзя забывать, что на видео растачивает блок профи
Более всего расточка блок цилиндров интересна автовладельцам, озабоченным компрессией. Просмотр большого количества видео для многих становится откровением. Они понимают, что справиться с этим делом правильно в домашних условиях будет крайне сложно.
Как известно, при недостаточной компрессии цилиндров ДВС не может выдавать требуемую мощность, падает динамика автомобиля. Расточка помогает значительно повысить мощность путем увеличения компрессионной площади на цилиндрах.
Несмотря на то, что многие эксперты рекомендуют проводить операцию в автосервисе, желающих освоить нюансы операции становится все больше. И одними видео просмотрами это не ограничивается. В поисках полезной информации заинтересованный автолюбитель спамит форумы и сайты, пытаясь найти легкую в понимании инструкцию, но в большинстве случаев тщетно.
При помощи чего проводится расточка
Расточка и хонинговка проводятся при помощи разных станков. Для каждого такого спецоборудования требуется свой специалист, который научен, проводить расточку моторов. Итак, рассмотрим несколько вариантов расточных механизмов для автомобильных блоков цилиндров.
Пожалуй, самые распространенными являются вертикально-расточные станки для расточки блока цилиндров. Популярными они сталь, за счет того, что простые в работе и обслуживании, а также стоимость относительно других довольно низкая. Для примера приведем станок 2Е78П и его конструкцию.








- Шпиндель 0,48 мм — 2Е78П.71.000
- Шпиндель 0,78 мм — 2Е78П.72.000
- Шпиндель 0,120 мм — 2Е78П.73.000
- Шпиндель универсальный — 2Е78П.74.000
- Шпиндель специальный — 2Е78П.75.000
- Пульт управления — 2Е78П.83.000
- Электроаппаратура панели — 2Е78П.81.000
- Колонна — 2Е78П.30.000
- Стол — 2Е78П.40.000
- Основание 2Е78П.10.000
- Отсчетное устройство — 2Е78П.40.020
- Коробка скоростей и подач — 2Е78П.50.000
- Шпиндельная бабка — 2Е78П.23.000
- Электрооборудование сценка — 2Е78П.80.000
- Панель пульта — 2Е78П.82.000
- Пульт управления — 2Е78ПН.83.000
- Электроаппаратура панели — 2Е78ПН.81.000
- Основание — 2Е78ПН.10.000
- Электрооборудование станка — 2Е78ПН.80.000
- Панель пульта — 2Е78ПН.82.000
Следующим вариантом является — координатно-расточные станки. Эти стенды считаются точным оборудованием, что позволяет достаточно точно провести операции по растачиванию главного силового агрегата автомобиля.
Для наглядного примера возьмем стенд 2Л450АФ4.
- I — станина
- II — стойка
- III — блок направляющих
- IV — шпиндельная коробка
- V — шпиндель
- VI — пульт управления
- VII — стол и салазки
- VIII — механизм предварительного набора координат
- IX — привод перемещения стола
- X — привод перемещения салазок
- XI — коробка скоростей
Последняя группа станков для расточки блока цилиндров — горизонтально-расточные. Это самый дорогой вариант, который представляет собой возможность растачивать двигатель не только горизонтально, но и вертикально. Так, В этом случае можно даже проводить процесс шлифовки поверхности блока. Ярким представителем данной категории является — AMC-SCHOU L 2500.
| ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ | Станок L 2500 V | |
| Максимальная длина блока | мм | 2540 |
| Максимальное расстояние от встроенных параллелей до борштанги | мм | 850 |
| Шпиндельные скорости | об/мин | 750 |
| Быстрая подача в обе стороны | мм/мин | 1000 |
| Переменная подача в обе стороны | мм/мин | 1000 |
| Скоростная подача в обе стороны | мм/мин | 1000 |
| Максимальный ход борштанги | мм | 680 |
| Двигатели станка | ||
| Шпиндельный двигатель | кВт | 1.5 |
| Двигатель подачи шпинделя | кВт | 0.37 |
| Размеры | ||
| Высота | мм | 2200 |
| Полная длина | мм | 5100 |
| Полная ширина | мм | 800 |
| Требуемое рабочее место | мм | 7600×800 |
| Вес NETTO приблизительно. | кг | 2700 |
| Вес с упаковкой приблизительно (деревянная паллета) | кг | 3140 |
| Объем упаковки | куб.м | 12.82 |
Расточить двигатель, а точнее блок цилиндров, в большинстве случаев возможно, но автомобилисту рекомендуется обращаться к профессионалам, которые обладают достаточными знаниями и умениями, чтобы сделать все верно. Процесс расточки достаточно простой, но может выполняться как на аналоговом, так и цифровом оборудовании.
Поэтому, не стоит придумывать велосипед, и для проведения процесса рекомендуется обратиться к специалистам, а в противном случае, можно лишиться одного из главных узлов двигателя внутреннего сгорания.
Подготовка поверхности
Перед нанесением покрытия поршни должны быть тщательно очищены от воды, масла и иных загрязнений, попавших на поверхность в процессе изготовления. Для оптимального результата очистку рекомендуется проводить с помощью Специального очистителя-активатора MODENGY или механических приспособлений. Возможно применение ультразвуковых ванн.
Если названные продукты не обеспечивают удаление всех загрязнений с поверхности поршня, то процесс очистки может включать:
- Горячую щелочную мойку (+50…+60 °С)
- Промывку деионизированной водой
- Обдув горячим воздухом (+60 °С)
После очистки недопустимо прикасаться к поверхностям, на которые будет нанесено покрытие. Попадание даже незначительного количества загрязнений или масла с пальцев рук может повлиять на адгезию материала.
![]()
Профилактика задиров
Любую проблему легче предупредить, чем «лечить». В случае с задирами КИА «Спортейдж» и другими авто, оснащенными аналогичным двигателем, эта аксиома верна на 100%. Если известно, что мотор подвержен этой «болезни», следует предпринять меры по профилактике.
Аккуратный стиль вождения
Мотористы с опытом советуют придерживаться следующих правил для профилактики задиров «Хендай» и КИА:
- Сократить интервал замены масла с 15 до 10 тысяч километров пробега, использовать жидкость вязкостью 5W20.
- Прогревать силовой агрегат перед каждой поездкой.
- Не нагружать мотор, пока температура охлаждающей жидкости не поднимется до рабочих значений.
- Отказаться от длительной езды на предельной скорости.
- Не эксплуатировать автомобиль в сильные морозы.
Подобные рекомендации справедливы для любого двигателя, просто для Theta 2 нарушение этих условий более критично.
Специальные присадки
Хорошие результаты в борьбе с задирами на поршнях и гильзах показал триботехнический состав Active Plus от российской компании Suprotec. По ряду показателей средство превосходит европейские и американские аналоги.
Присадка «Супротек Актив Плюс» образует на поверхностях деталей металлический слой с наноструктурой. Благодаря этому частично восстанавливается геометрия поврежденных компонентов, зазоры уменьшаются до оптимальных значений.
Слой частиц металла удерживает более плотную пленку масла на поверхности обработанных деталей. Таким способом состав Suprotec Active Plus помогает свести к минимуму или даже предотвратить масляное голодание при запуске холодного двигателя. Масляная пленка делает перекладку поршня мягче.
Конечно, не стоит ожидать чуда, если стук в двигателе слышен давно и уже не только на холодную, а постоянно. В этом случае задиры цилиндров настолько глубокие, что никакие присадки не спасут ситуацию.
Присадка Супротек Актив Плюс Бензин для бензинового двигателя
Присадка для бензиновых и газовых двигателей с пробегом более 50 000 км. Может применяться для форсированных и турбированных двигателей.
подробнееотзывы
Присадка Супротек Актив Плюс Дизель для дизельного двигателя
Присадка для дизельных двигателей с пробегом более 50 000 км. Может применяться для форсированных и турбированных двигателей.
подробнееотзывы
Способ устранения кавитационных разрушений гильз цилиндров привариванием стальной ленты.
Существует простой метод контактной приварки стальной ленты для устранения кавитационных разрушений гильзы цилиндров.
Для приваривания стальной ленты к поверхности гильзы используют установку 011-1-07. Стальная лента вырезается из стального листа толщиной 0,3 мм. Поврежденный участок гильзы должен быть перекрыт стальной лентой на 5-10 мм. Стальная лента приваривается одной сварной точкой к поверхности гильзы, так чтобы сварная точка была не дальше чем 1-2мм от края ленты. Нижнюю часть стальной ленты приваривают симметрично верхней одной точкой сваривания. Затем приваривают края ленты.
Для сварки рекомендуется применять широкие электроды в целях не разрушения гильзы.
Диаметр электродов 150 мм, ширина верхней рабочей части — 5 мм, нижней— 12 мм.
Когда стальная лента уже приварена, начинают шлифовать пояски гильзы до номинального размера. Для шлифования поясков гильзы цилиндров используют шлифовальный станок. Аккуратно устанавливаем гильзу цилиндров на шлифовальный станок, чтобы не возникало никаких деформаций гильзы
Обратите внимание, чтобы приваренный слой не выступал за поверхность посадочного пояска
Принимаемся за восстановление внутренней поверхности гильз цилиндров. После проведения очистки, контроля и устранения кавитационных разрушений на наружной поверхности гильзы цилиндров, восстановления посадочных поясков необходимо обработать внутреннюю поверхность гильзы цилиндров под ремонтный размер, то есть увеличить внутренний диаметр гильзы цилиндра на 0,5-0,7 мм. в зависимости от типа двигателя.
Добро пожаловать на VAZ.EE+ Extended Edition
С мая 2013 года наш портал расширил тематические разделы форума по обмену опытом: добавлены подфорумы Американцы, Корейцы, Немцы, Французы, Японцы, в связи с увеличением автопарков наших посетителей.
Помимо изменения стиля, наш Чат, Почта, Развлекательные и фото/видео разделы, Литература стали встроенными и не трубеют отдельной регистрации. Кроме этого, есть и другие полезные и приятные новшевства с которыми Вы все можете ознакомиться при посещении портала.







С вопросами и предложениями можете обращаться к администрации в специальном разделе форума или через форму обратной связи.
Для чего нужна расточка блока цилиндров?
Изменение формы можно определить, только используя специальные измерительные инструменты. Нужно понимать, что это только в теории поршень двигается в цилиндре по идеальной траектории. На самом деле это далеко не так. И чем больше отклонение от идеальной траектории, тем быстрее происходит изнашивание и цилиндров и поршней.
Неправильность траектории движения поршня связана со многими факторами, прежде всего, конструкционного характера. Например, это может быть несоосность и неперпендикулярность положения сопрягаемых деталей. Помимо этого на преждевременный износ влияют слишком большие допуски в размерах, которые дают возможность поршню двигаться не только параллельно оси цилиндра, но и с определенным отклонением по горизонтали.
И все это приводит к тому, что цилиндр постепенно теряет свою форму, причем это может происходить неравномерно. И со временем профиль цилиндра становится не идеально круглым, а эллипсовидным.
Помимо этого на стенки цилиндра действует высокая температура, и воздействуют продукты сгорания, которые постепенно разрушают стенки цилиндра и одновременно поверхность поршня. И, казалось бы, можно просто заменить поршень, и все станет нормально. Но этого не произойдет. Если геометрия нового поршня идеальная, то геометрия цилиндра уже нарушена, и никакая замена поршня без расточки блока цилиндров в этой ситуации не спасет.
Цилиндры должны подвергаться растачиванию, если они изношены. Но следует понимать, что не все цилиндры изнашиваются, несмотря на длительную эксплуатацию. Некоторые двигатели нормально доживают свой век без всякой расточки и ремонта.
Для того чтобы определить степень износа цилиндра используют систему оценки двух размерных параметров цилиндров:
- Первый параметр – это изменение первоначальных размеров на 0,05 мм в верхней мертвой точке. Но не самого поршня, а верхнего кольца поршня.
- Второй параметр – изменение размера на 0,03 мм в месте соприкосновения юбки поршня со стенкой цилиндра.
Т.е при изменении параметров на такие величины уже требуется ремонт. Но ситуация может быть еще хуже, когда в верхней части цилиндра возникает дефект в виде ступеньки. Именно эта ступенька ускоряет разбивание не только поршневых колец, но и посадочных мест на поршне под кольца. Возникают удары, причем, весьма ощутимые.
Двигатель начинает работать с сильными вибрациями. Помимо этого из-за возникшей эллипсности нарушается прилегание поршневых колец к стенкам цилиндра. А это чревато прорыву газов из цилиндра в картер, нарушается компрессия в двигателе, начинается существенный перерасход масла и топлива.
В конце концов, может сложиться так, что кольца просто разваливаются от постоянных ударных нагрузок. При этом стенки цилиндра повреждаются так, что никакая расточка не может устранить полученный дефект.
Расточка блока цилиндров нужна для того, чтобы восстановить геометрические параметры этой части двигателя. Но восстановление блока цилиндров касается не только самих геометрических параметров цилиндра, но и еще восстановления нормального положения сопрягаемых деталей относительно друг друга.
Т.е. если добиться только нормальной геометрии самого цилиндра, этого не будет хватать, чтобы восстановить нормальную соосность и нормальное расположение всех базовых поверхностей. А если базовые поверхности не будут располагаться соосно и параллельно, то цилиндры и дальше будут разбиваться по мере работы двигателя. И не только цилиндры.
Напряжение и избыточное трение, которое возникает при неправильной соосности, будет влиять и на другие узлы поршневой группы. Т.е. все подвижные детали, участвующие в процессе работы двигателя, входящие в поршневую группу, будут испытывать дополнительные нагрузки на изгиб, сжатие и т.д.











