Как проверить ГБЦ на трещины?
Если говорят о трещине в ГБЦ, то совсем необязательно речь идет о серьезном повреждении. Как правило, на этой детали появляются микротрещины. Их можно определить такими методами:
- механическая опрессовка;
- сканирование при помощи ультразвука;
- анализ магниточувствительным оборудованием;
- гидроконтроль.
Любой из этих способов эффективен. С их помощью определяют, в каком именно месте образовались микротрещины. Увы, далеко не все сервисные центры оснащены специальным оборудованием. Во многих наличие дефектов определяют при помощи воды или воздуха.
Расскажем, в чем суть такой проверки. Внутренняя часть БЦ заполняется водой, а ремонтник наблюдает, в каком месте сочится жидкость. Если для диагностики применяют воздух, накачанная им деталь помещается в воду. Разлом определяется появляющимися на воде пузырьками.
![]()
Есть другой способ найти дефект — при помощи магнитов. Место предполагаемой трещины определяем заранее. По ее краям устанавливаем 2 магнита. Расстояние между ними засыпаем металлическими опилками. Если трещина есть, магнитное поле будет разорвано и опилки сконцентрируются в месте разлома.
Альтернативные способы
Начнем с того, что незначительные трещины можно также заделать путем использования эпоксидной пасты и стеклоткани. Перед началом работ поверхность металла нужно хорошо обезжирить. Слои пасты и стеклоткани при нанесении чередуются, последним слоем должен являться эпоксид.
Среди наиболее востребованных сегодня технологий стоит также отметить решение под названием SEAL-LOCK. К преимуществам данного способа относят отсутствие необходимости демонтировать двигатель. Способ подходит для восстановления серьезных пробоин или трещин в блоке цилиндров. Также для ремонта не требуется применение сварочного аппарата.
В основе способа лежит заполнение трещины специальной прослойкой из мягкого металла, который в результате надежно скрепляется с поверхностью восстанавливаемой детали.
- Трещину локализуют, после чего происходит засверливание краев раскола. Далее поперек трещины насверливают отверстия с установленным технологией шагом. В эти отверстия вставляются стяжки-скобы, которые связывают оба края трещины. Скобы подбираются в соответствии с видом раскола, так как могут иметь различную длину и отличаться по своей форме.
- Далее в пространстве между установленных скоб высверливается отверстие, после чего происходит нарезка конусной резьбы при помощи специального метчика. После этого необходимо произвести обработку полученного отверстия составом для устранения окисной пленки. Затем в обработанное резьбовое отверстие с небольшим усилием вкручивается заглушка-конус, материал которой активно контактирует с металлом ремонтируемой детали.
- Далее часть заглушки, которая возвышается над плоскостью, нужно немного подпилить, после чего вкручивание осуществляется с большим усилием, которое создается специальным инструментом. Под таким усилием мягкая заглушка сломается в том месте, где ранее был сделан подпил. Выступающие остатки дополнительно шлифуют.
- Следующим шагом становится сверление следующего отверстия. Это отверстие сверлят так, чтобы добиться частичного перекрытия предыдущего резьбового отверстия с установленной заглушкой. Процедура ремонта предполагает заполнение заглушками всей трещины.
Когда работа по установке всех стяжек и заглушек окончена, а также произведена шлифовка, образуется шов. Данный шов необходимо дополнительно спрессовать (расклепать) при помощи ударного инструмента (пневматический молоток с возможностью изменять частоту вибраций).
Расклепывание шва позволяет устранить возможные пустоты, а также ускоряет диффузию материалов заклепок и детали. Результатом станет появление пластичного шва, который имеет прочную связь с поверхностью. Такой шов имеет ряд преимуществ сравнительно со сварным швом:
- не страдает от температурных перепадов;
- способен сохранять целостность в условиях работы при высоких температурах;
- не получает значительного напряжения;
Что касается установки больших латок, которыми можно буквально «заклеить» треснувший блок цилиндров двигателя или головку блока, тогда способ решения по схеме реализации напоминает описанный выше.
Потребуется вырезать и подогнать латку из металла, после чего производится ее установка путем заполнения всего периметра стяжками и конусными заглушками. Последующая проверка готового шва на герметичность осуществляется при помощи опрессовки под давлением около 6 атмосфер.
-
Тосол в блоке цилиндров двигателя: причины и способы…
Почему антифриз или тосол поадают в цилиндры двигателя и что делать в такой ситуации. Как самому определить наличие тосола в цилиндрах, способы ремонта. Читать далее
-
Какой герметик лучше для двигателя автомобиля?
Виды герметиков для двигателя автомобиля: анаэробные, силиконовые, ремнотные. Принцип дейсвтия, отличия, сферы применения. Как выбрать лучший герметик. Читать далее
-
Последствия перегрева двигателя автомобиля
Почему возникает перегрев двигателя. Чего ожидать водителю и какие поломки могут возникнуть, если двигатель перегрелся. Что делать в случае перегрева ДВС. Читать далее
-
Эмульсия на щупе уровня масла: причины возникновения
На какие неисправности указывает эмульсия на масляном щупе и крышке маслозаливной горловины. Способы самостоятельного определения причин данной проблемы. Читать далее
-
Разминусовка двигателя: зачем она?
В чем заключается и для чего необходима разминусовка силового агрегата. Основные преимущества данного решения, установка дополнительной массы своими руками. Читать далее
-
Блок цилиндров двигателя
Назначение блока цилиндров в конструкции ДВС. Разновидности, материалы и способы изготовления. Преимущества и недостатки блоков из чугуна и алюминия. Читать далее
Причины
Определить микротрещину в ГБЦ непросто. Прежде чем диагностировать появление проблем, рекомендуем разобраться в причинах, по которым головка блока цилиндров может треснуть.
Превышение допустимой разности температур
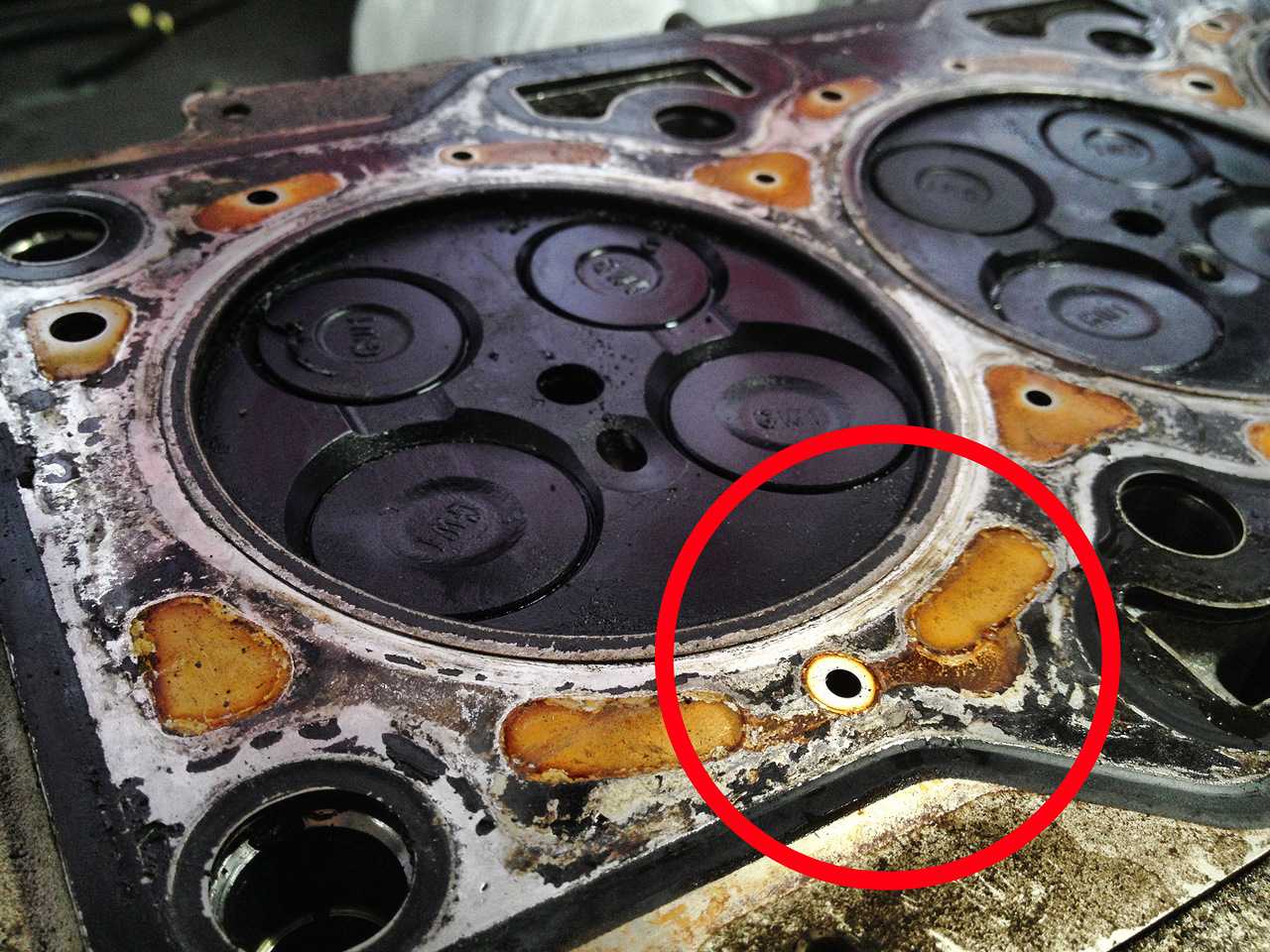
Зачастую трещинки и дефекты в ГБЦ появляются в результате нарушения процесса сгорания топливовоздушной смеси в камере. Это может произойти из-за некорректной работы топливной составляющей или неверно установленного зажигания. Такие проблемы приведут к увеличению температуры в двигателе на 200 и более градусов по сравнению со штатной. В итоге на самых тонких стенках головки блока появятся микротрещины. Речь идет об отверстиях для распылителей, стаканов форсунок и т. д.
«Рукотворное» механическое воздействие
В ГБЦ 406 или другой головке блока проблема может быть обусловлена механическим воздействием. К примеру, произойдет разрыв посадочного отверстия для седла клапана в месте рядом с гнездом форсунки. Это происходит в результате перетяжки самой форсунки. В этом месте толщина металла головки составляет не более 2 мм. Определить такие микротрещины можно, но их ремонт обычно нецелесообразен.
![]()
Проблем такого плана можно избежать, учитывая следующие нюансы:
Перед установкой новые шайбы следует нагревать на плите либо над газом. Детали нагреваются до посинения, после чего опускаются в холодную воду и охлаждаются. Эти действия обеспечивают мягкость шайб.
Под форсунки нельзя ставить медные шайбы и прочие типы уплотнений, использовавшиеся ранее.
Прежде чем произвести монтаж новых шайб, их состояние следует проверить с помощью магнита
Есть вероятность покупки обмедненных деталей.
После учета этих моментов допускается затяжка форсунки, при этом важно соблюдать регламент, установленный автомобильным производителем. Если эти действия не помогли добиться герметичности, рекомендуется обратиться к специалистам.
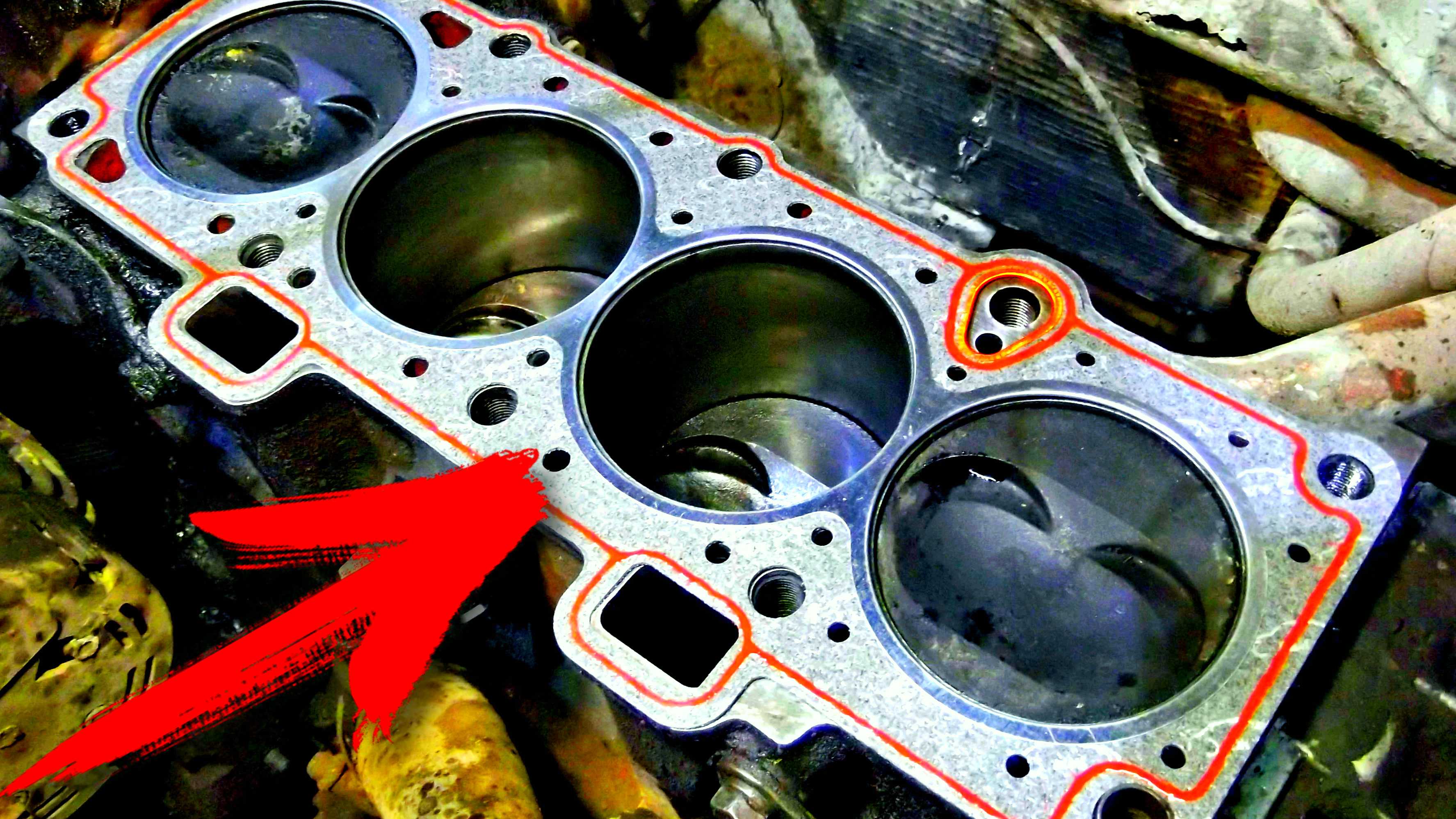
Появление микротрещин в ГБЦ автомобиля ВАЗ или другой машины часто обусловлено монтажом направляющих втулок в тонкостенные головки. При установке необходимо внимательно проверять габариты внешнего диаметра втулки, а также размеры отверстия для ее фиксации. Технологию монтажа нарушать нельзя — в разогретую головку блока запрессовывают охлажденные в жидком азоте втулки. Если это правило не будет соблюдаться, это приведет к появлению радиальных дефектов от внешнего диаметра направляющей втулки.
Заводские дефекты
Необходимость определить повреждения в головке блока возникает из-за дефектов, допущенных при производстве. Сама ГБЦ имеет сложную конфигурацию, а стенки в ней характеризуются разной толщиной. При изготовлении могут быть допущены ошибки, которые приведут к непродавливанию металла в определенных местах и нарушению его структуры. В итоге это приводит к появлению небольших пустот и увеличенной скорости образования ржавчины в них. При последующей эксплуатации поверхность водяной рубашки и камеры сгорания будут соединены, либо возникнут трещины из-за серьезного ослабления в тонких местах.
При нарушении структуры металла сильно ослабятся межмолекулярные связи ГБЦ. Из-за этого материал станет более хрупким, что приведет к появлению дефектов. На практике неисправности такого плана обычно встречаются в перемычках между отверстиями для седел и форсунок. Трещины появляются в каналах, расположенных за клапанами.







Видео о повреждении головки блока опубликовано каналом Ютуб ютубный.
Где находится ГБЦ
Под капотом автомобиля можно увидеть пластиковый кожух, сняв который легко обнаружить крышку ГБЦ. Сама головка расположена ниже, но обычно она скрыта агрегатами навесного оборудования.
Головка находится над блоком цилиндров, занимающим большую часть подкапотного пространства. Двигатель может быть расположен как вдоль продольной оси автомобиля, так и поперек. Редкий вариант размещения двух головок – по бокам на оппозитном двигателе.
Головка крепится к блоку цилиндров резьбовыми соединениями – шпильками или болтами. Через плоскость их разъема проходит множество каналов и камер, которые задействованы в работе двигателя. Это в первую очередь камеры сгорания, а также масляные каналы, магистрали жидкостного охлаждения и т. д.
На корпусе ГБЦ располагаются клапаны с пружинным механизмом и постель распредвала. Снаружи в специальные резьбовые отверстия вкручиваются свечи. Также на ней может быть другое оборудование, в зависимости от типа двигателя и расположения его цилиндров.
Клапаны в движение приводит распредвал, смонтированный в верхней части головки блока цилиндров. В передней части находится шестерня привода газораспределительного механизма, расположенная на оси распредвала, а также цепь (или ремень) привода ГРМ.
Как проверить ГБЦ
Дефекты, которые быстрее всего возникают на головке блока цилиндров, это мельчайшие трещины. Их появление не лучшим образом сказывается на работе блока цилиндров, а следовательно, и двигателя в целом. Какие признаки свидетельствуют о появлении повреждений на головке, как проверить ГБЦ – мы и выясним в данной статье.
Признаки появления микротрещин на головке БЦ следующие:
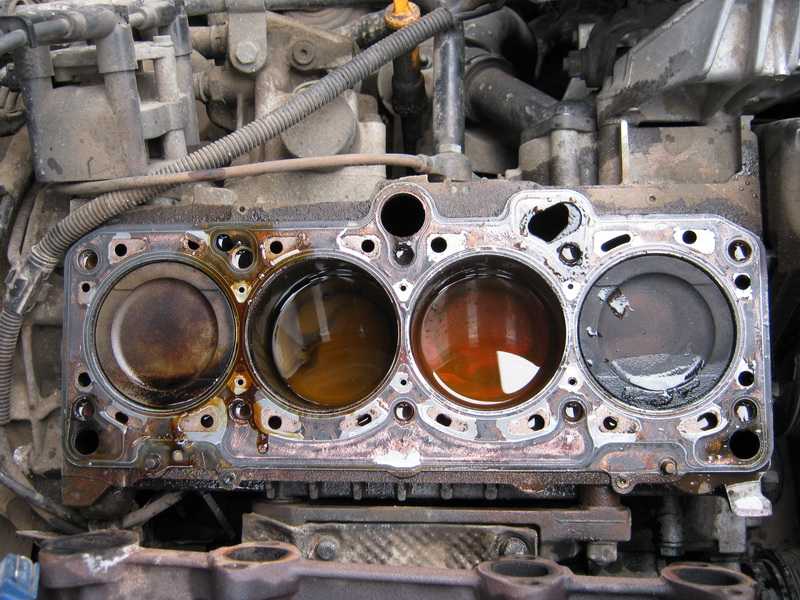
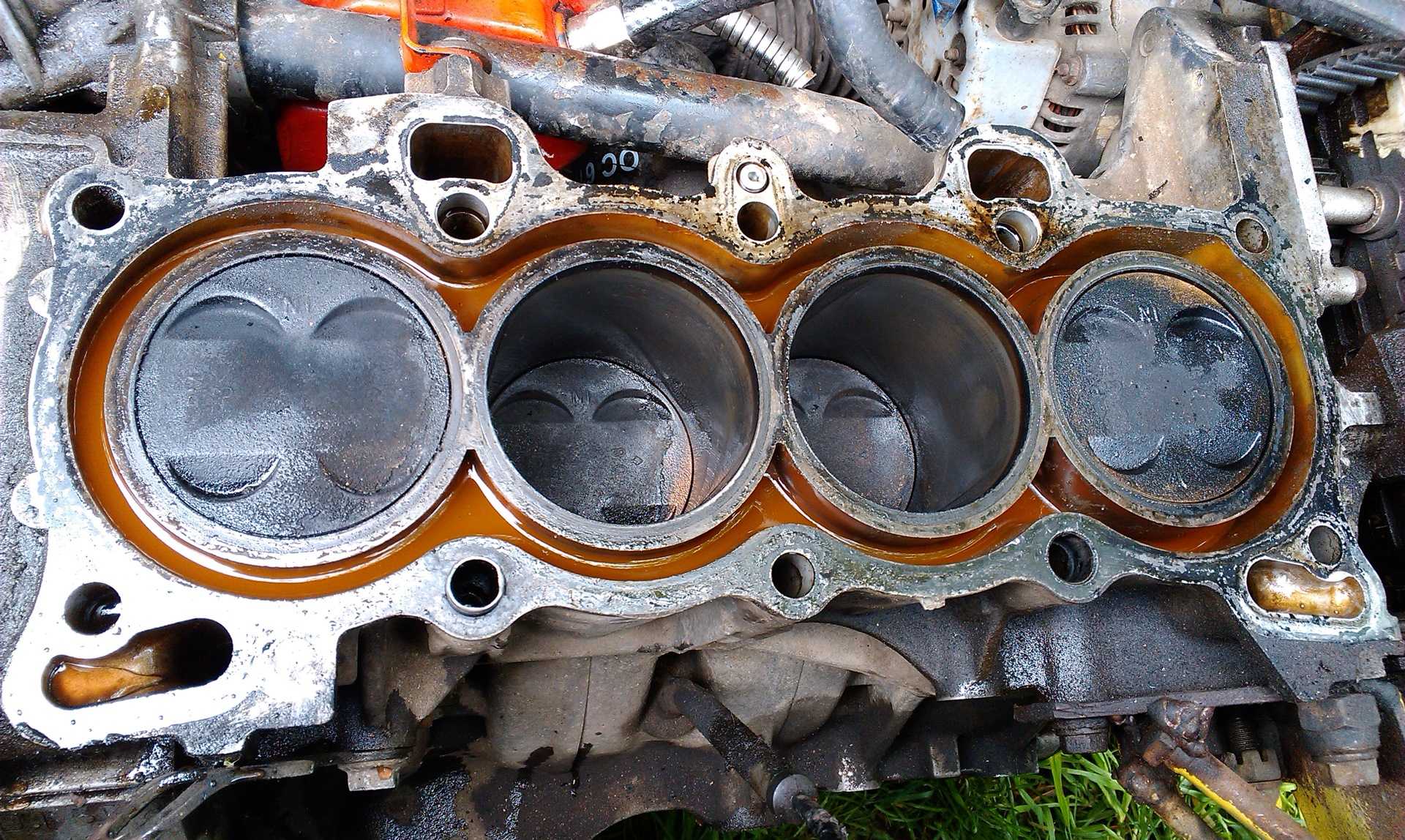
- Вибрация или, так называемое, троение двигателя, когда автомобиль едет в гору. Данное явление может быть следствием появления микротрещин. Если в блок цилиндров попадает охлаждающая жидкость, то она обязательно будет и на свечах зажигания.
- Просто открутите одну из свечей, если ее электрод мокрый – попробуйте жидкость на вкус. Если это антифриз или тосол, то привкус будет слегка сладким, и это будет говорить о том, что антифриз попадает в блок цилиндров, через микротрещины в его головке.
- Вспенивание моторного масла тоже должно навести на подозрения о микротрещинах, чтобы проверить головку ГБЦ. Моторное масло пенится, из-за попадания в него антифриза (тосола). При этом, уровень ОЖ в бачке постоянно уменьшается, и требует восполнения до нормального уровня, а на поверхности антифриза в бачке образуется масляная пленка.
- Двигатель тоже реагирует на это, в теплую погоду – то падением температуры, то ее повышением.
- Антифриз кипит. Чтобы констатировать неисправность головки блока цилиндров, нужно открыть расширительный бачок, долить необходимое количество антифриза и завести двигатель. Если ОЖ почти сразу закипела, то ГБЦ не исправна.
- Моторное масло слишком быстро уходит. Если трещина на головке БЦ образовалась около впускного клапана, то, при работающем моторе, масло будет постоянно затягивать в цилиндр.
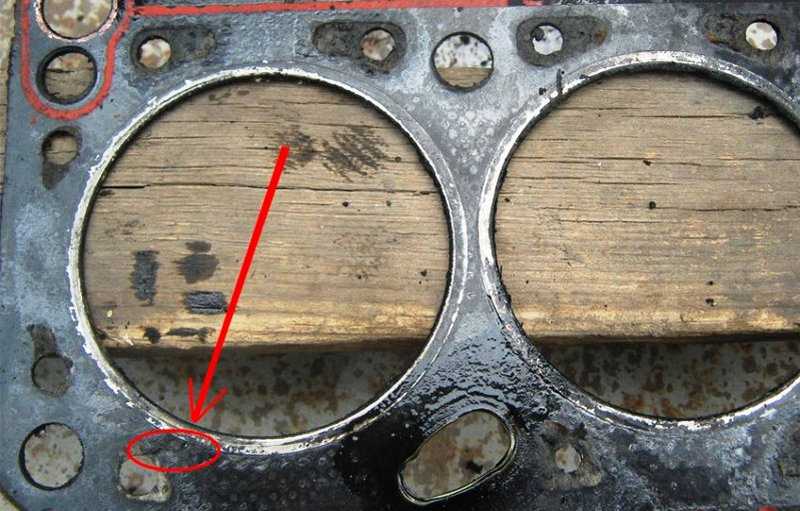
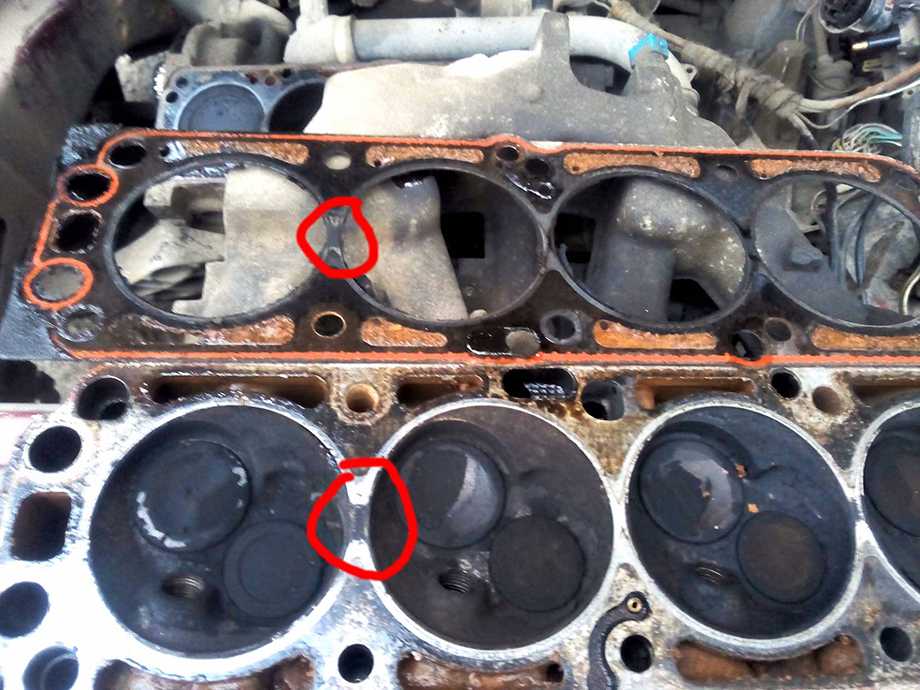
- Если через впускной клапан будет затягивать не масло, а антифриз, то поршни цилиндра станут идеально чистыми – проверить это можно, открутив свечи зажигания.
Это самый быстрый и простой вариант проверки ГБЦ. Вдоль всей плоскости головки устанавливают магниты, а саму головку посыпают металлической стружкой. Стружка начинает перемещаться по направлению к магнитам, застревая в трещинах, мелких впадинах и делая их, таким образом, очевидными для глаза.
Проверка с помощью специальной жидкости
- Плоскость головки промыть любым растворителем.
- Нанести на промытую поверхность специальную жидкость и дать ей постоять несколько минут.
- Как только вы удалите, сухой тряпкой, оставшуюся жидкость, имеющиеся на головке дефекты проявятся.
Проверка с помощью давления
Давлением можно проверить ГБЦ, погружая ее под воду или не погружая.
Погружая под воду:
- Перед погружением в воду, нужно закрыть все каналы головки. Затем положить ГБЦ в емкость и наполнить ее горячей водой.
- В контур головки подать сжатый воздух. Если где-то есть мельчайшие трещины, то в этом месте появятся пузырьки.
Не погружая в воду:
- Так же, как и в первом случае, закрыть каналы контура головки.
- Подготовить мыльный раствор, а затем налить его на крышку головки.
- Дать в контур сжатый воздух. Имеющиеся в ГБЦ микротрещины, можно обнаружить по мыльным пузырям.
Проверка с помощью воды
- Плотно закрыть все отверстия головки.
- Налить в канал большое количество воды.
- Поднять давление в канале до 0.7 МПа, закачав туда воздуха.
- Оставить ГБЦ на несколько часов. Если, спустя данное время, вода уйдет из головки полностью, то налицо трещины в детали.
https://mob.autoinfa.com/post.php?id=509
Как заделать трещину в блоке цилиндров
В зависимости от масштаба повреждения, можно использовать различные способы ремонта блока цилиндров. Стоит отметить, что в некоторых случаях целесообразнее произвести замену блока, а не его ремонт.
Методом сварки
Самый распространенный способ заделывания трещины в блоке цилиндров. При этом сваривание блока цилиндров достаточно сложная работа, поскольку предполагает четкое соблюдение технологического регламента. Если допустить ошибки при сварке, в процессе работы двигателя шов разойдется и проблема вернется.
При сварке изначально происходит засверливание концов трещины на блоке цилиндров. Это необходимо сделать, чтобы избежать вероятности распространения трещины. Засверливание и дальнейшая шлифовка проводятся под углом в 90 градусов.
Далее начинается сам процесс сварки. Для этого блок цилиндров нужно разогреть до 650 градусов по Цельсию, после чего с помощью присадочного чугунно-медного прута и флюса накладывается сплошной шов. Далее деталь постепенно охлаждается в термошкафу.
Важно: Нельзя резко охладить деталь, иначе это приведет к разрыву шва. Стоит отметить, что можно выполнить сварку блока цилиндров не разогревая его
Для этого стоит воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончанию работ наложенный шов обязательно необходимо обезжирить при помощи ацетона или специальных составов. Поверх шва далее нужно нанести слой эпоксидной пасты шпателем. Далее деталь нужно “подсушить”, оставив ее при комнатной температуре на 24 часа, чтобы эпоксид полностью засох. Завершающая стадия — шлифовка обработанного шва
Стоит отметить, что можно выполнить сварку блока цилиндров не разогревая его. Для этого стоит воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончанию работ наложенный шов обязательно необходимо обезжирить при помощи ацетона или специальных составов. Поверх шва далее нужно нанести слой эпоксидной пасты шпателем. Далее деталь нужно “подсушить”, оставив ее при комнатной температуре на 24 часа, чтобы эпоксид полностью засох. Завершающая стадия — шлифовка обработанного шва.
Методом наложения эпоксида и стеклоткани
Простой способ, который позволяет устранить незначительные трещины на поверхности блока цилиндров. Метод подразумевает создание на поверхности трещины дополнительного слоя, выполненного из эпоксидной пасты и стеклоткани.
Для заделывания трещины данным способом предварительно нужно хорошо обезжирить поверхность, чтобы накладываемые составы лучше “прижились”. Далее поочередно накладывается несколько слоев эпоксидной пасты и несколько слоев стеклоткани. Последним слоем должен быть именно эпоксид.
Методом SEAL-LOCK
Довольно трудоемкий современный способ устранения трещин блока цилиндров. Его явное преимущество — возможность проводить работы без сварки и без демонтажа самого двигателя. Суть метода заключается в заполнении имеющихся трещин мягким металлом.
Выполняется работа следующим образом:
Первым делом нужно локализовать повреждение. Трещина с краев засверливается;
После этого поперек трещины высверливаются отверстия с предусмотренным технологией шагом. В данные дырки помещаются стяжки-скобы, связывающие края трещины. Подбирать скобы следует исходя из вида раскола. На станциях технического обслуживания обычно имеются самые распространенные скобы по длине и форме, при необходимости они могут быть выполнены на заказ для конкретного разлома;
Между установленными скобами просверливается отверстие и выполняется при помощи специального метчика нарезка конусной резьбы;
Для устранения окисной пленки выполняется обработка полученного отверстия;
Заглушка-конус закручивается в образованное резьбовое отверстие;
Следом нужно подпилить “лишнюю” часть заглушки, которая возвышается над площадью поверхности блока цилиндров. После обязательно “докрутить” при помощи специальных инструментов заглушку посильнее, в результате чего подпиленная область обломается;
Далее нужно выступающие остатки заглушки зашлифовать;
После этого переходят к высверливанию следующего отверстия, которое должно частично перекрывать прошлое отверстие с установленной заглушкой. Таким образом заполняется заглушками вся трещина;
Образованный данными заглушками шов после окончания работ нужно обязательно дополнительно спрессовать, чтобы он более надежно фиксировал разрыв.
В отличие от метода ремонта путем сварки шва, способ SEAL-LOCK позволяет получить более надежный шов, который не восприимчив к температурным перепадам.
Повреждения деталей ЦПГ и их причины
При работе ДВС в системе поршень-гильза происходят обратно-поступательные движения с высокими значениями скоростей, а также огромными нагрузками. Ненадлежащее техническое обслуживание может привести к ускоренному износу элементов и вызвать частичную техническую неисправность двигателя или вовсе полный отказ.







В большинстве случаев диагностика позволяет выявить лишь малую часть проблем. Определить техническое состояние и причины поломки можно при осмотре отдельных компонентов, что поможет сделать приведенная ниже информация.
Повреждения гильзы цилиндра
Деформация цилиндра
- Неравномерная или ненадлежащая затяжка головки блока
- Ненадлежащее состояние поверхностей головки и блока
- Грязная или повреждённая резьба крепежа головки блока
- Несоответствующая прокладка головки блока
- Отложения в системе охлаждения
- Некачественная посадка бурта гильзы, несоответствующее выступание гильзы, ненадлежащее состояние нижнего посадочного места гильзы
- При сухих гильзах слишком слабая посадка гильзы так же вредна, как и слишком тугая
- В посадочных местах блока при сухих гильзах возникает контактная коррозия, посадочное место должно быть тщательно обработано для обеспечения прилегания гильзы по всей площади.
- Отдельно стоящие цилиндры воздушного охлаждения должны быть строго параллельны блоку и головке, при единой головке цилиндры должны быть одинаковой высоты, очень важна исправность воздуховодов.
Отрыв бурта гильзы цилиндра
- Некачественно обработано посадочное место гильзы в блоке
- Не соблюдены предписанные порядок и моменты затяжки
- Применены прокладки несоответствующей толщины
Кавитация
- Не соблюдён зазор поршень/цилиндр (установлены б/у поршни)
- Ненадлежащая посадка гильзы в блоке
- Пониженное давление в системе охлаждения
- Ненадлежащее качество охлаждающей жидкости
Повреждения поршня
Эрозия материала на днище поршня (дизельный двигатель)
- Неисправная форсунка
- Неисправный нагнетательный клапан в топливном насосе высокого давления
- На форкамерных двигателях — дефект форкамеры
Эрозия на днище и жаровом поясе поршня (бензиновый двигатель)
Качество топлива не соответствует степени сжатия двигателя, бензин в дизельном топливе, масло в камере сгорания
- Ненадлежащий угол опережения зажигания Негерметичные выпускные клапаны
- Значительное количество нагара в камере сгорания
- Слишком высокая температура впускного воздуха, общий перегрев
Прихват от перегрева, в основном на головке поршня
- Эксплуатация необкатанного двигателя с высокими нагрузками
- Повышенная температура в камере сгорания из-за неисправности системы питания
- Неисправность системы охлаждения
Разрушение перемычек между канавками поршневых колец (дизельный двигатель)
- Неисправная форсунка
- Низкая компрессия в цилиндре
- Дефект форкамеры
- Неправильное или чрезмерное пользование пусковыми средствами
- Цилиндр при неработающем двигателе заполнился водой или топливом (гидроудар)
Трещины на днище и вокруг камеры сгорания в поршне
- Неисправность системы питания
- Дефект форкамеры
- Перегрев двигателя
- Неисправность моторного тормоза
Износ поверхностей из-за избытка топлива в камере сгорания
- Избыток топлива в камере сгорания в дизеле из-за неисправности топливной системы
- Пониженная компрессия
- На дизелях ненадлежащий зазор между поршнем и головкой
Задиры при недостаточном зазоре между поршнем и цилиндром
- Ненадлежащая обработка блока при ремонте — диаметр цилиндра меньше допустимого размера
- Головка блока перетянута или затянута неравномерно, повреждена или загрязнена резьба на элементах крепления головки к блоку цилиндров, не смазаны опорные места для гаек и болтов в головке
- Имеются повреждения привалочных поверхностей блока цилиндров и головки блока
- Некачественная прокладка головки блока
- Деформация цилиндров из-за неравномерного охлаждения — накипь или грязь в системе охлаждения
- Не подготовлены посадочные места для гильз в блоке
- Нагружение двигателя без предварительного прогрева
Задиры на боковой поверхности поршня рядом с бобышками
- Нагружение двигателя без предварительного прогрева
- Деформация цилиндра при перегреве двигателя
- Недостаточный зазор между пальцем и бобышкой поршня
Сухой прихват на юбке (недостаток масла)
- Неисправность системы смазки или полное отсутствие масла в двигателе
- Недостаточное разбрызгивание масла из-за малого зазора в шатунных вкладышах
Задиры на поршне только с одной стороны
Воздушные и паровые пробки в системе охлаждения из-за выхода из строя термостата или водяного насоса, а также загрязнения в полости охлаждения в блоке, приводят к местному перегреву и прекращению охлаждения
Задиры на боковой поверхности (сухой прихват)
Неисправности системы охлаждения
ГБЦ УАЗ Патриот: замена прокладки и передней крышки, двигатель УАЗ Patriot
Замена прокладки ГБЦ в УАЗ Патриот
На 66-ой тысячи пробега прогорела прокладка ГБЦ. Где- то за неделю до этого, а возможно, и за 2, по утрам, после прогрева двигателя, стрелка указателя температуры начинала отчаянно стремится к красной зоне. После двух трех перегазовок все приходило в норму и стрелка температуры держалась, как влитая и хоть целый день катайся. Стоило оставить на несколько часов или на ночь, повторялось тоже самое, а прегазовался и все нормально. Начал грешить на датчик температуры. Собирался его заменить, для начала. Про термос тоже думал, но менять его пока не собирался. Хотел поштучно все, что связанно с темп. менять. Заезжаю в магазин покупаю датчик только тот который на мозги идет двух контактный, а не тот, который на стрелку щитка приборов идет, но об этом я узнал уже позже (не понадобился он в итоге). Выхожу из магазина, завожу мотор, а даже стартер не крутит. Второй раз пробую — завелся, как трактор заработал, шлейф белого дыма из выхлопной трубы, как при запуске торпеды. Открыл капот, а там, в расширительном бачке организовалась бурлящая джакузи. Цвет был уже не тосола, а смесь того самого, что образуется при прогаре ГБЦ.
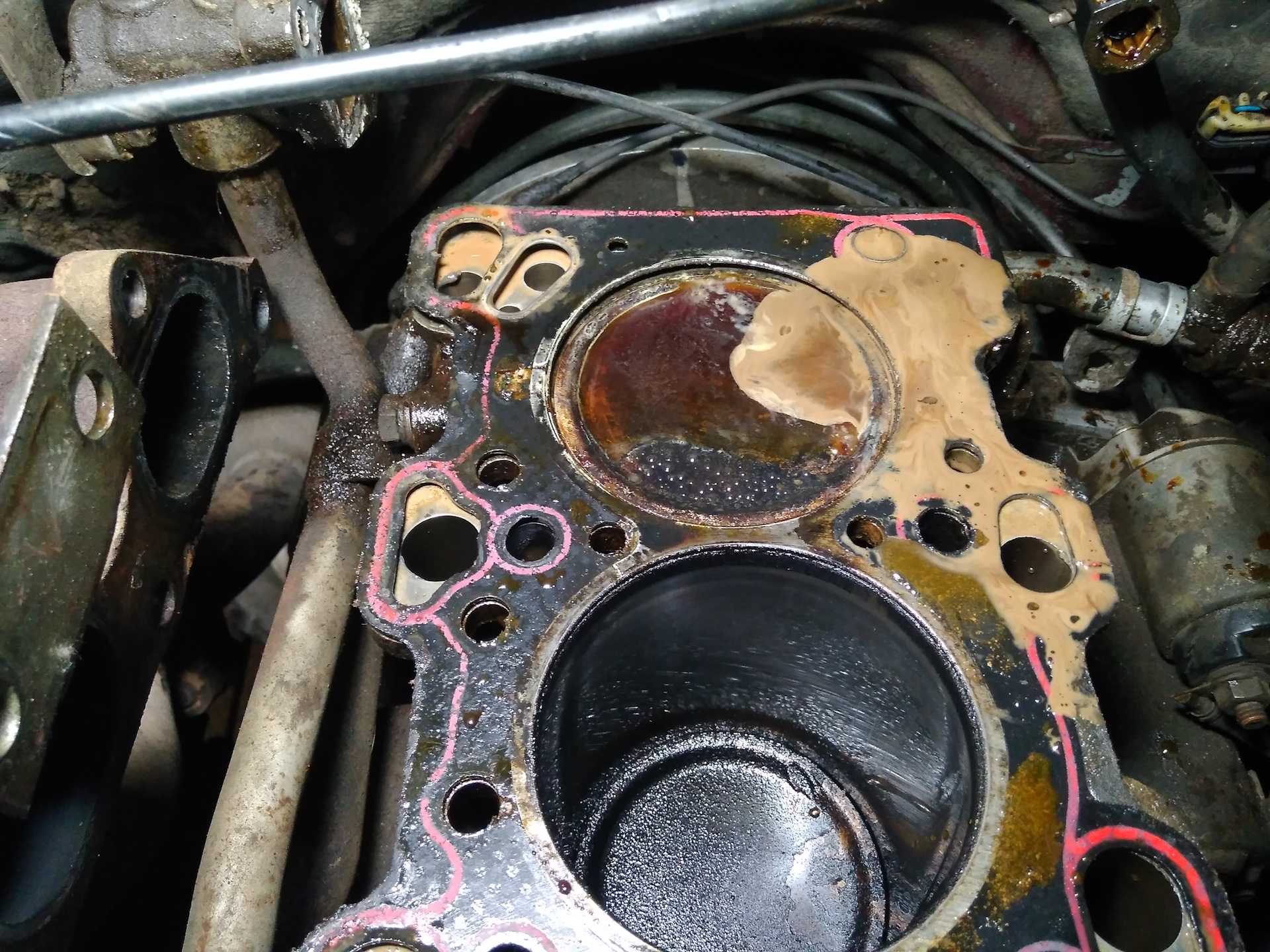
В сервисе делать не хотел, да и денег особо не было. При этом с 3160 ру. заказал прокладку Е3. Скинул ГБЦ. Второй цилиндр отмытый, как с нуля. В том месте и был пробой на прокладке. Когда решал ставить прокладку, Е3 также рассматривал вариант о замене поршней на Е3, чтоб Е2 поршня после замены прокладки не бились в клапана, но все же решил оставить свои поршня, при этом заметить поршневые кольца и вкладыши шатунов, так как уже и так разобрал почему бы не воспользоваться шансом, что и было, собственно, сделано. На гильзах еще хорошо была заметна хонинговка, да и поршня без колец в гильзе не болтались, но все же выработка чуть-чуть была. Поменял кольца и вкладыши собрал, ГБЦ отдал на фрезеровку, заодно притерли клапана и поменял маслоотражательные колпачки, они же сальники клапанов, ну кто как называет.
Забираю ГБЦ, все решено ставлю одну прокл. Е3. Также заменил болты крепления ГБЦ к блоку. Потихоньку крутим все, собираем. Дошло дело до выставления фаз ГРМ, кидаю распредвалы по местам, цепи не менял, заменил только гидронатяжители цепей, естесно транспортира по выставлению фаз нет, хотел купить на 3160 ру., но не было его в наличии, а у нас и не искал. Ставлю по меткам при натянутой цепи выпускной вал по меткам чуть выше плоскости ГБЦ, впускной наоборот, — ниже. Парился-парился, да так и оставил. Собрал все в кучу. Заодно заменил свои катушки на одну бошевскую она вместе с прокл. Е3 приехала, также заглушил масляный кран, который идет на масло (и он постоянно в масле). Что только с ним не делал: поставил термоклапан под масляный фильтр, как на Патриотах следующих годов выпуска.
Первый запуск двигателя после ремонта. Решил на холодную потихонечку протащить на шнурке, чтоб маслом внутри двиглателя все побрызгать, так сказать, а уж потом заводить. Завелся уже радостно, но работает как трактор и холостые не держит совсем. Загоняю в гараж. Скинул крышку клапанов и перекинул на впускном распредвалу, цепь на один зуб назад. То есть, цепь теперь между распредвалами, в верхнем успокоителе чуть провисла, а была натянута. Собираю все обратно. Ключ на старт и победа! Работает отлично — не троит, холостые есть. Так и катаюсь по сей день.
![]()
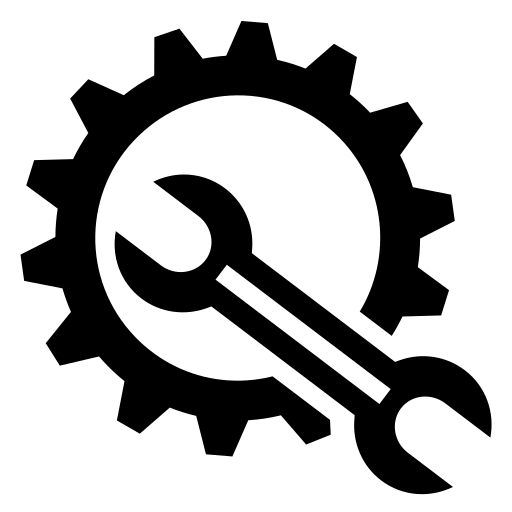
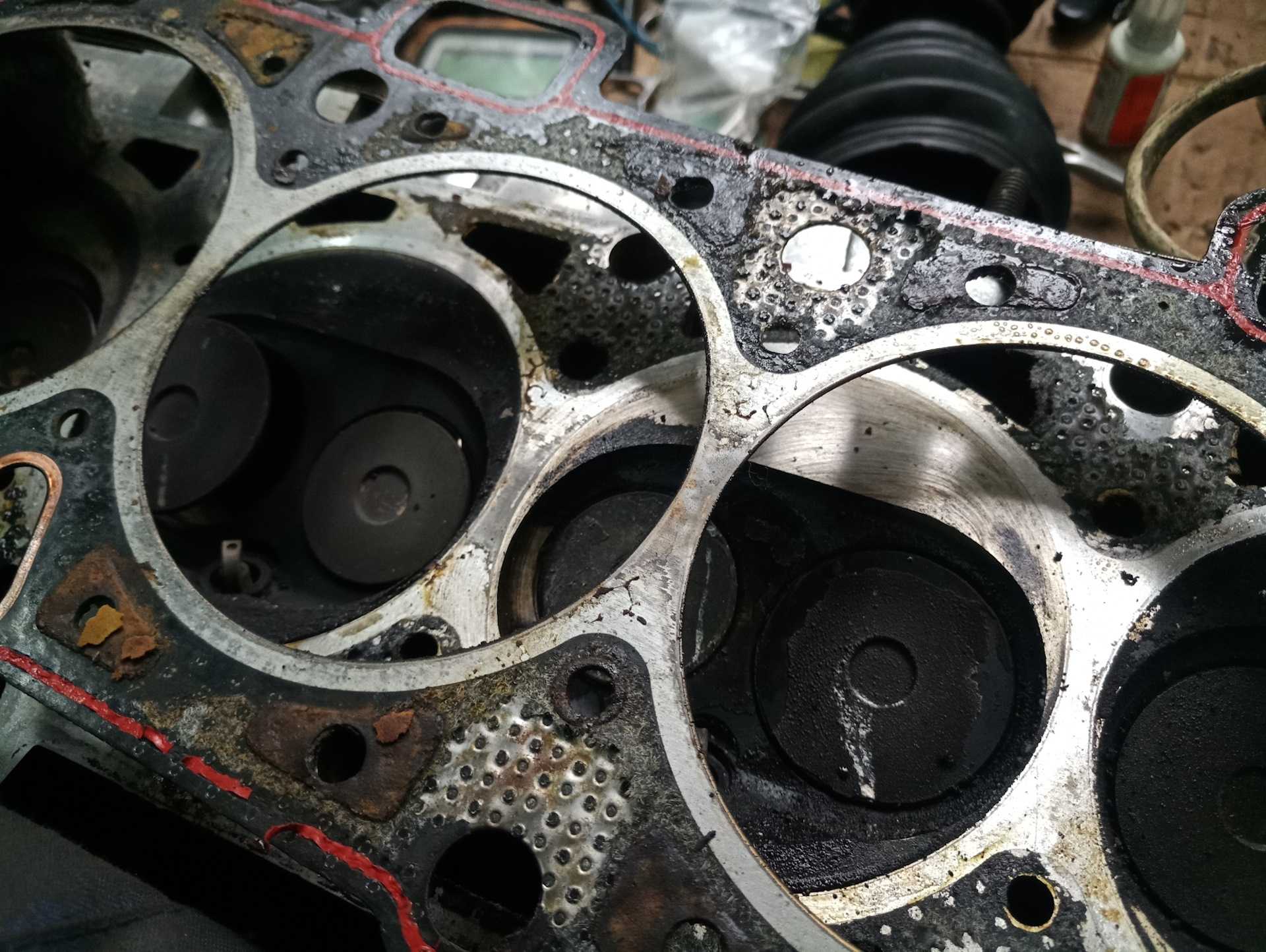
Вот, что после вскрытия увидел: нагар, как хлопья
![]()
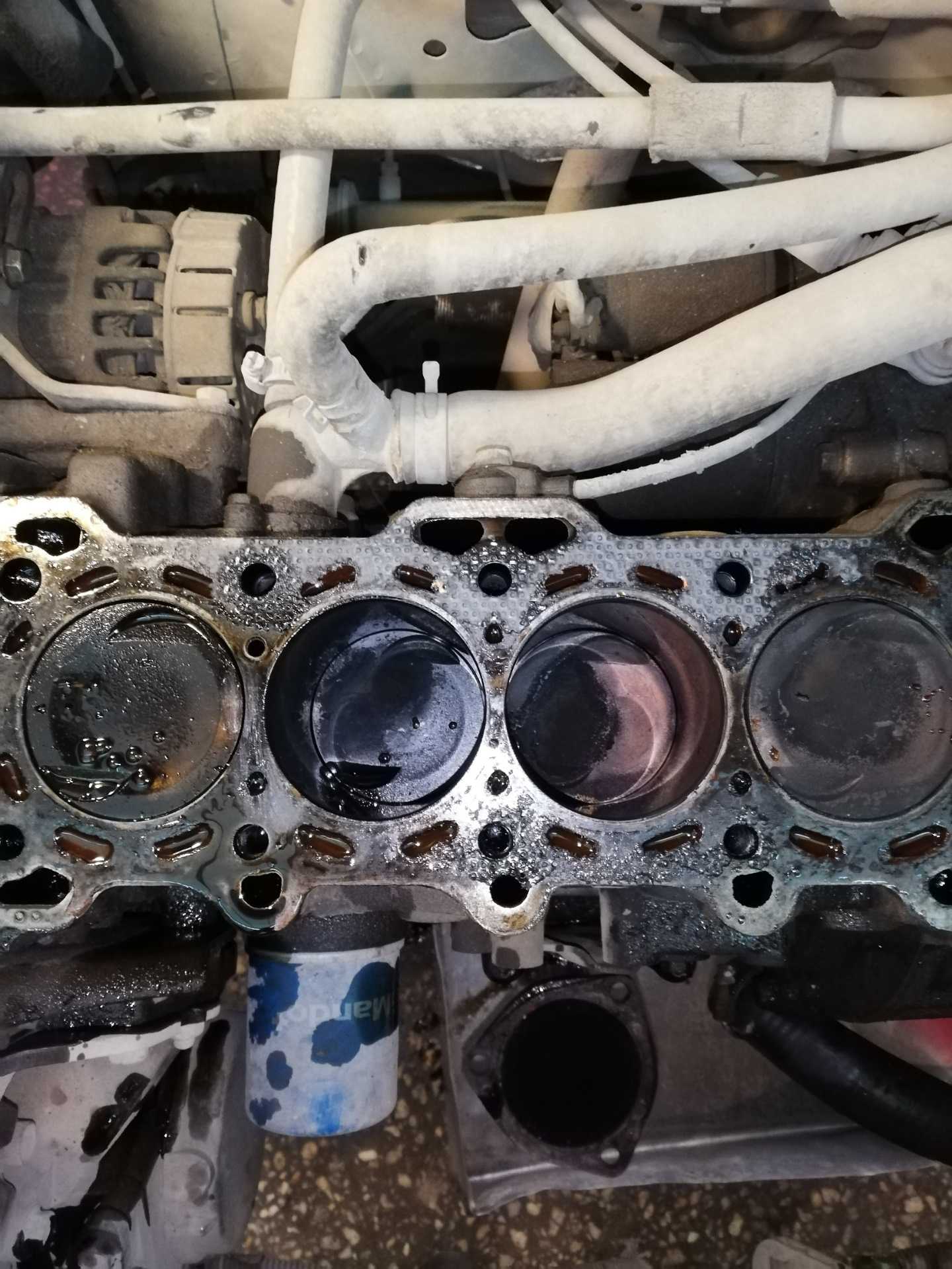
Кольца тоже притаскивал с России. Хотел аналог ихнемаровских найти, но что-то, на тот момент, не нашел и взял, что было – SM. Хотя, они, на самом деле это или нет, точно не знаю. Сальник коленвала на лобовой крышке не менял, оставил старый. Рубеновский стоял. Выработка на шкивке уже чуть-чуть была
![]()
Полез откручивать шатуны с головкой на 15. Ну, думаю, как на волгарях 24-ах, а нет на 15 большая, на 14 не лезет. Взял такую, на 14, — она самая. Их еще срывными называют. Тоже, кстати, выручала не только с шатунами
Ремонт трещин при помощи сварки
Необходимо отметить, что устранять расколы нужно в строгом соответствии со всеми рекомендациями. Механические напряжения остаточного типа в зоне шва могут привести к нарушениям его целостности и необходимости повторного ремонта.
Блок из чугуна восстанавливают при помощи засверливания концов трещины и последующей шлифовки всей длины раскола под углом 90 градусов. Засверливать необходимо для того, чтобы предотвратить дальнейшее распространение. Что касается сварки, на начальном этапе блок цилиндров разогревается до 650 градусов по Цельсию. После этого наносится сплошной шов при помощи присадочного чугунно – медного прута и флюса. Завершающим этапом становится постепенное охлаждение детали, для чего требуется специальный термошкаф.
Для того чтобы не прогревать блок, можно воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончании поверхность полученного шва обезжиривается при помощи ацетона и дополнительно наносится слой эпоксидной пасты специальным шпателем. Эпоксид застывает в течение 24 часов при комнатной температуре и около 2 часов при нагреве до 100 градусов по Цельсию. Завершающим этапом станет шлифовка обработанного шва.







https://youtube.com/watch?v=0N9eu6pmi-8
Как заделать трещину
Далеко не всегда применяется технология герметизации растрескавшегося металла. Как правило, детали заменяют, поскольку остановить процесс разрушения почти невозможно. Но в особых случаях редких или очень дорогих моторов приходится ремонтировать детали.
https://youtube.com/watch?v=wrK3vrSdkhc
Электродуговая сварка
Хороший сварщик, обладающий соответствующим оборудованием, вполне способен заварить материал блока до полной герметичности. Варится и чугун, и лёгкий сплав, правда одинаково плохо. Но современные аппараты сварки в среде инертных газов могут обеспечить долговременную герметичность шва.
Важно правильно подобрать присадочный материал и работать на нагретом до высокой температуры блоке. Разогрев и остывание производят постепенно, избегая температурных деформаций
Всё определяется мастерством и опытом исполнителя работы.
Приварка заплаты
При значительных дефектах присадочным материалом для заплавления трещин не обойтись. В таких случаях можно использовать металлическую заплату, которая крепится к блоку на винтах, а затем обваривается до полной герметичности.
![]()
Всё это возможно при наружных трещинах, например, если блок пробит оборвавшимся шатуном. Естественно, внутренняя поверхность цилиндров так не ремонтируется.
Использование эпоксидной пасты
Самый примитивный и ненадёжный способ ремонта блоков цилиндров заключается в использовании различных компаундов, обычно эпоксидных, в быту именуемых «холодной сваркой».
Такие объёмные клеевые соединения обладают значительной прочностью и адгезией с материалом блока, но естественно, заменить металл не в состоянии, и сваркой это называют исключительно в рекламных целях. Однако временно заделать утечку таким способом можно, выиграв время, чтобы добраться к месту настоящего ремонта.
![]()
В состав эпоксидного компаунда обычно вводят армирующий наполнитель в виде металлического порошка или стружки. Это значительно повышает прочность заплаты. Следует понимать, что это не клеевое соединение, а лишь заполнение дефектов. Сколько-нибудь долгое время эпоксидный состав продержаться на металле не сможет.
Смола наносится с применением усиливающего резьбового крепежа в несколько слоёв. Сразу заливать большое количество не стоит из-за опасности перегрева возникающей химической реакцией и вскипания состава.
Причины выхода из строя ГБЦ
Если головка лопнула или вышла из строя вследствие длительной эксплуатации, то возможных решений два – попытаться восстановить, либо заменить ГБЦ, купив новую или подобрав бывшую в употреблении, но еще в хорошем состоянии. Второй вариант надежнее, быстрее, а в некоторых случаях даже и дешевле, даже в случае с новой ГБЦ. Если же ГБЦ лопнула вследствие неоднократных перегревов, то тогда после снятия следует проверить ее плоскость.
Почти в восьмидесяти случаев из ста ГБЦ после перегрева искривляется. Ставить ГБЦ с искривленной поверхностью категорически нельзя, потому что она не зажмет прокладку по всей плоскости и из-под головки будет постоянно протекать масло, а по прошествии некоторого времени выхлопные газы тоже пробьют себе дорогу и будут поступать под капот автомобиля, а не в выхлопной коллектор. Чтобы этого не произошло, после снятия необходимо убедиться в том, что поверхность головки ровная. Это же надо сделать и при покупке подержанной ГБЦ.
Помимо этого в результате перегрева может лопнуть ГБЦ, либо повылетать клапанные седла, вследствие чего в верхней части мотора будет слышен сильный металлический стук. При такой поломке двигатель просто заглохнет или заклинит, что еще и хорошо, потому что если он будет продолжать работать дальше, то попросту разобьется поршень и повредится гильза. В данном случае капитальный ремонт двигателя неизбежен.