Способы самостоятельной расточки блока
Выполнить эту процедуру в домашних условиях можно двумя способами, которые практически ничем не отличаются друг от друга. Заранее предупреждаем, что процесс самостоятельной расточки довольно трудоемкий, и после его проведения нельзя гарантировать идеальный результат.
Для выполнения первого способа расточки потребуется высокооборотистая электродрель, старый поршень и набор наждачной бумаги различной зернистости на влагостойкой, тканевой основе. Сам процесс можно описать так:
- в верхней центральной части поршня необходимо высверлить отверстие под шпильку, далее вставить и крепко затянуть ее;
- ножовкой по металлу необходимо сделать пропил в боковой части поршня, вставить в него край крупнозернистой наждачной бумаги, обернуть ей поршень и зафиксировать в том же пропиле;
- расточку следует начинать на минимальных оборотах, постепенно добавляя их. Во время расточки дрель нужно перемещать вверх и вниз плавными движениями;
- когда поршень, которым выполняется расточка, будет свободно проникать в цилиндр на 2/3, меняем наждачную бумагу на более мелкую и дотачиваем уже ей;
- после всех манипуляций следует «нулевкой» выполнить окончательную шлифовку;
Еще один способ при помощи деревянной заготовки, которая будет имитировать поршень. Для этого необходимо изготовить соответствующую оправку. Причем в диаметре она должна быть на 2-3 мм меньше поршня, и на 100-200 мм длиннее гильзы цилиндра. В заготовке также необходимо сделать боковой пропил для фиксации наждачной бумаги, а в верхней части по центру высверлить отверстие для воротка. Процесс выполняется по аналогии с первым способом. Единственное, что он более трудоемкий, поскольку выполняется вручную. В процессе проточки нужно периодически смазывать обрабатываемую поверхность цилиндра.
Равномерность расточки контролируется визуально, либо по заранее изготовленному шаблону, например, из того же дерева.
В качестве вывода стоит сказать, что это в принципе неплохой способ повышения мощности двигателя, пользоваться им или нет исключительно ваш выбор. Желательно для проведения данной процедуры обратиться к профессионалам, что все было значительно качественнее.
Основные дефекты и неисправности блока цилиндров двигателя
Начнем с того, что существует два вида блоков цилиндров:
- чугунные БЦ;
- блоки из алюминиевых сплавов;
Как правило, блоки из чугуна дополнительно упрочнены при помощи графита, а облегченные изделия из алюминия делают гильзованными (в блок вставляется гильза из чугуна). Также существуют алюминиевые блоки цилиндров без гильз. В состав сплава включен кремний, который значительно упрочняет блок.
Что касается гильзованных блоков, гильзы бывают «мокрыми» и «сухими». В первом случае охлаждающая жидкость напрямую контактирует с гильзой, тогда как во втором гильза плотно запрессована в тело блока во время изготовления.
Так или иначе, каждое решение имеет свои плюсы и минусы, а также в процессе эксплуатации возникают различные повреждения и дефекты блока цилиндров или дефекты гильз блока (в зависимости от типа БЦ).
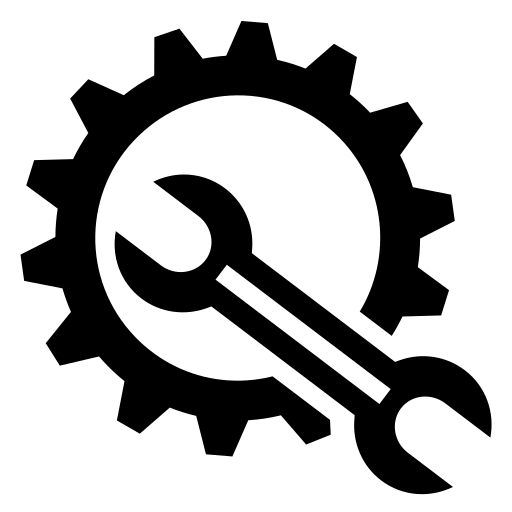
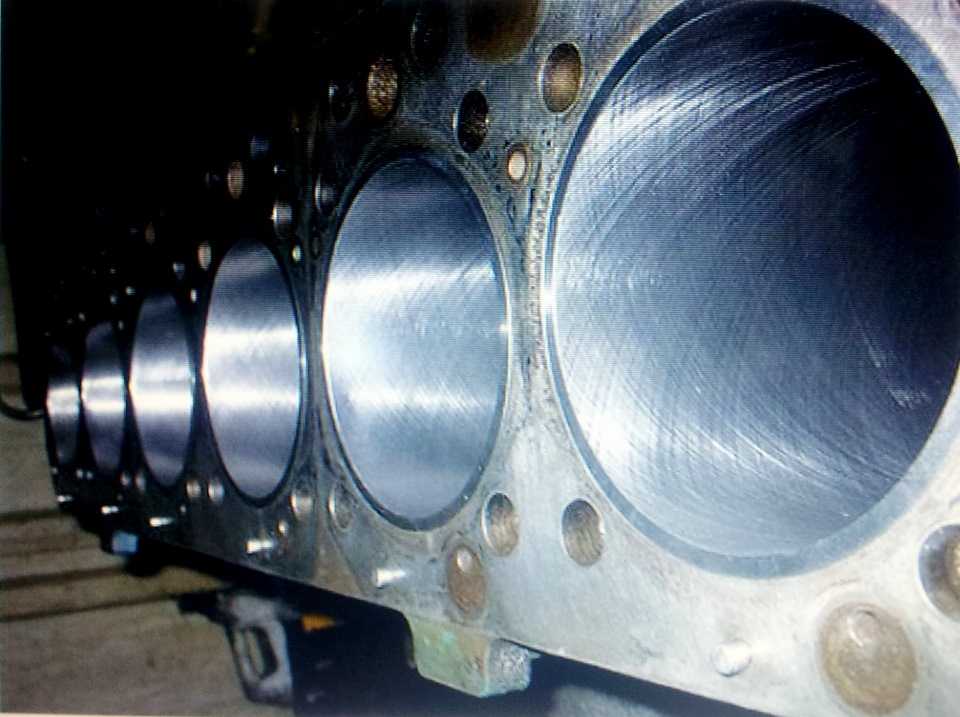
Ремонт блока цилиндров необходимо начинать с установления причины неисправностей и дефектовки. Зачастую основной проблемой на моторах с большим пробегом является износ поверхности цилиндра или гильзы. На поверхности (зеркале) цилиндра появляются задиры, могут образоваться трещины, раковины и т.д.
Также нередко возникает износ цилиндров по направлению оси коленвала. Как правило, к повреждениям цилиндров на «свежем» моторе приводит перегрев двигателя или гидроудар, а также снижение уровня или значительная потеря свойств моторного масла.
Реже причиной дефектов блока становится неожиданное разрушение поршневых колец и другие непредвиденные поломки. Еще добавим, что в БЦ часто происходит деформация постели подшипников коленвала и т.п.
- Что касается износа поверхностей цилиндров, в этом случае такой износ зачастую является «естественным», то есть становится результатом эксплуатации двигателя в нормальных рабочих режимах. Сам ремонт цилиндров в этом случае зачастую предполагает расточку и хонингование цилиндра (нанесение хона). Это позволяет убрать эллипсность цилиндра, удалить царапины и задиры на зеркале.
- Более сложным случаем можно считать обрыв шатуна, так как повреждения обычно более серьезные. Также причиной возникновения дефектов блока является и обрыв клапана, разрушение седла клапана и т.д. Результат — задиры на поверхности цилиндра и другие повреждения. Также в списке частых неисправностей следует выделить трещины блока или гильзы.
- Еще добавим, что существуют так называемые «скрытые» проблемы, то есть определить дефекты визуально в рамках поверхностного осмотра может быть затруднительно. При этом неквалифицированный ремонт, который ограничен банальной заменой изношенных частей, все равно приведет к тому, что двигатель потребуется разбирать повторно через несколько сотен или тыс. километров пробега.
К указанным «скрытым» дефектам, прежде всего, следует отнести деформацию блока цилиндров. Зачастую такая деформация является следствием нарушения технологии в процессе изготовления блока. Простыми словами, если в блоке не снять внутреннее напряжение, возникнет деформация.
Кстати, данная проблема больше присуща блокам из чугуна. Также к деформации блока (как чугунного, так и алюминиевого) может привести перегрев двигателя или его неравномерный нагрев во время эксплуатации.
Замена поршня и расточка цилиндра
Если такая ситуация наступила, то замена одного только поршня не решает данную проблему. Ее нужно решать комплексно, т.е. замена поршня плюс расточка цилиндра мотоцикла. Т.е. цилиндры должны растачиваться каждый раз, когда был зафиксирован факт их изношенности. Стоит также учитывать и то, что далеко не все цилиндры подвержены изнашиванию даже при довольно длительной эксплуатации в очень тяжелых условиях. Бывают и такие случаи, что транспортное средство доживает свой век, при этом ни разу не растачивая цилиндры.
Параметры определения износа цилиндров:
- если в верхней мертвой точке цилиндра его размеры изменились на 0,05 мм от первоначальных;
- если в том месте, где соприкасается юбка поршня и стенка цилиндра размер изменился на 0,03 мм.
Таким образом, два указанных параметра вполне могут дать ответ на вопрос – стоит или нет растачивать цилиндр. Если есть хотя бы одно из перечисленных выше изменений, то ответ очевиден – расточка необходима.
Существую также более худшие ситуации, когда в верхней части цилиндра появляется, так называемый, «ступенчатый» дефект. Образовавшаяся ступенька сокращает время износа цилиндра, поршневых колец, посадочных мест на поршне под кольца, в результате чего во время езды появляются очень ощутимые удары. Однако, данный дефект становится заметным без каких-либо замеров. При нем изменяется характер работы двигателя – он начинает сильно вибрировать.
Это прямое показание к незамедлительному ремонту, так как сопутствующая данному дефекту эллипсоидность приводит к тому, что поршневые кольца хуже прилегают к стенкам цилиндра. Это, в свою очередь, может привести к прорыву газов из цилиндра в картер, нарушению компрессии в двигателе, что также увеличивает расход масла и топлива.
В таком случае, расточка цилиндров поможет восстановить необходимые параметры данной части мотора. Однако, под расточкой имеется ввиду не только восстановление геометрических параметров цилиндров мотоцикла, но восстановление нормального положения сопрягаемых деталей относительно друг друга. Другими словами, если исправить только геометрию цилиндра, этого не хватит для восстановления нормальной соосности и нормального расположения всех основных поверхностей.
Последствием этого является появление избыточного трения, влияющее на другие конструктивные составляющие поршневой группы. Другими словами, на все подвижные детали, которые участвуют в работе двигателя и входят в поршневую группу, будет ложиться дополнительная нагрузка на изгиб, сжатие и др. Это, в свою очередь, может стать причиной дальнейшего разбивания цилиндров по ходу работы двигателя.
Однако, в настоящее время все еще есть мастера, которые желают самостоятельно осуществить этот процесс. Возможно, у кого-то не хватает средств, а кто-то просто любит проводить время в гараже, ковыряясь в своем мотоцикле. В любом случае, самостоятельно расточить цилиндр мотоцикла возможно. Стоит отметить сразу, что способ расточки также подойдет и для автомобильного блока цилиндров. Единственный нюанс состоит в том, что обращение к токарю неминуемо, поскольку именно токарь может сделать соответствующую оправку, которая подойдет для данного процесса.







Оправка должна иметь размеры в зависимости от размеров растачиваемого цилиндра. Например, если диаметр цилиндра составляет 76 мм, то диаметр оправки должен составлять 74 мм, а ее длина должна превышать длину цилиндра примерно на 150 мм, хотя можно и немного больше. После того, как оправка будет готова, в ней необходимо проделать отверстие, в которое будет вставляться вороток, и еще ножовкой пропилить вдоль паз, глубина которого должна составлять примерно 10 мм.
Расточка и хонингование блоков цилиндров
Блоки цилиндров во многих мастерских уже традиционно много лет ремонтируют так называемым «прямым» хонингованием цилиндров без предварительного растачивания. В результате дефекты блока,
в первую очередь, непараллельность цилиндров и их неперпендикулярность постелям
подшипников, сохраняются и после ремонта цилиндров. А в некоторых случаях кривизна цилиндров после прямого хонингования блока цилиндров становится даже больше, чем это было до ремонта!
Избежать всего этого позволяет технология, применяемая в СМЦ: для всех без исключения двигателей вначале выполняется расточка блока цилиндров,
и лишь после этого производится хонингование блока цилиндров методом
плосковершинного хонингования.
Для повышения качества ремонта блоков с 2007 года для расточки любых двигателей применяется расточной станок AMC-SCHOU CM1200V, который всегда можно посмотреть в работе, посетив наше производство.
Как делается расточка цилиндров у нас в цехе, и какие тонкости есть в этой работе, смотрите видеорепортаж из нашего цеха:
https://youtube.com/watch?v=pCyLDoZ8VNg
Смотреть на YouTube нашу технологию обработки плоскости головок цилиндров — здесь.
ROBBISET150-E
Преимуществом станка SET150-E является не только большая мощность шпиндельного двигателя (3 кВт), позволяющая легко реализовать алмазное хонингование, но и быстрая и точная установка и регулировка положения блока цилиндров на столе с продольным и поперечным перемещением, а также система ЧПУ с автоматическим циклом хонингования, поддержанием постоянного давления хонингования и останова при достижении заданного размера цилиндра. При этом точность хонингования обеспечивает совершенно уникальная и недоступная в станках других производителей 6-брусковая хонинговальная головка, которая в отличие от традиционных 2-брусковых хонголовок, дает точность размера цилиндра не хуже 5 мкм даже в самых «глухих» цилиндрах блоков типа SUBARU.
Как на самом деле делается хонингование, смотрите видеорепортаж из нашего цеха
https://youtube.com/watch?v=HJ4n11U32LQ
Смотреть на YouTube нашу технологию хонингования блока цилиндров — здесь.
Установка ремонтных гильз в блоки цилиндров — гильзовка блоков цилиндров, в СМЦ осуществляется с обязательным применением жидкого азота.
Жидкий азот — это жидкость, имеющая температуру кипения около –170°С при
нормальном давлении. При охлаждении до такой температуры у детали заметно
(от 0,05 мм до 0,15 мм в зависимости от диаметра) уменьшается посадочный размер,
что позволяет установить ее в отверстие «от руки». При этом можно легко
обеспечить необходимый натяг в соединении, не прибегая к каким-либо усилиям
при помощи пресса или даже молотка (последнее еще встречается в ремонтной
практике).
Альтернатива «азотной технологии» гильзовки — нагрев ответной детали до 180-200°С.
В настоящее время так делают в большинстве мастерских. Однако нагрев сопряжен
с целым рядом трудностей — необходима печь достаточно больших габаритов,
велики затраты электроэнергии, после нагрева и охлаждения деталь может
«повести», трудно использовать специальные герметики, т.к. при повышенных
температурах они сразу кристаллизуются.
В СМЦ используется специализированное оборудование для гильзовки двигателей и оригинальная технология запрессовки гильз, которая включает в
себя: охлаждение детали в жидком азоте, подогрев до 50-60°С ответной детали,
нанесение в отверстие ответной детали специального аэробного герметика и
установку (запрессовку) «от руки». В рамках этой технологии устанавливаются
направляющие втулки и седла клапанов в головку блока, гильзы в блок цилиндров и втулки
в верхнюю головку шатуна. Надежность посадки деталей подтверждается тем, что
за время использования этой технологии не выявлено случаев негерметичности
или самопроизвольного ослабления посадки деталей.
Строгое соблюдение технологий ремонта, точное оборудование для гильзовки двигателей и высокая квалификация персонала
позволяют также выполнять специальные работы. К таким работам относится в 1-ю очередь установка в блоки цилиндров
специальных гильз от американской компании DARTON Sleeves, специализирующейся на выпуске гильз для самых
мощных моторов. По технологии, рекомендованной компанией DARTON, в СМЦ устанавливаются «сухие» и «мокрые»
гильзы на многие двигатели Subaru, Toyota, Honda, Nissan, Ford и другие.
…Подробнее о расточке блоков цилиндров
…Подробнее о хонинговании блоков цилиндров
…Подробнее о гильзовке блоков цилиндров
…Цены на ремонт блоков цилиндров
Ремонт коленвала
Ремонт или замена коленчатого вала — процесс трудоемкий. Как правило, он требует практически полной разборки двигателя, осмотра и дефектовки всех его узлов и механизмов. Коленчатый вал снимают и измеряют осевые биения. В случае допустимой выработки поверхности шеек и шатунов коленчатого вала пришлифовывают под ремонтные размеры подшипников. Постель с выработкой тоже подлежит механической обработке с «одной установкой» на специальном станке. Расточка коленвала позволяет установить вкладыш следующего ремонтного размера.
![]()
Проточка постели коленчатого вала
![]()
Шлифовка коленчатого вала
Размеры шеек имеют ремонтные допуски. Простая шлифовка коленвала не поможет в случае, если износ или повреждения слишком сильные. Коленчатый вал — деталь недешевая, а если речь идет, например, о крупногабаритной сельхозтехнике, сумма будет внушительной. Даже сильно изношенные поверхности трения можно восстановить. Толщина выработки компенсируется с помощью наплавки электросваркой под флюсом, плазменного напыления твердых сплавов, газотермичекого напыления и др. Затем коленвал шлифуется, «доводится» до необходимых ремонтных размеров. Это технологически сложный процесс, его лучше доверить специалистам.









![]()
Автоматизированное газо-термическое напыление шеек и балансиров коленчатого вала
Качественно выполненное восстановление и шлифовка коленвала может обеспечить 100% ресурса его работы. Следует учитывать, что с увеличением ремонтного размера коленчатый вал может сместиться со своего заводского посадочного места. Потребуется точная установка коленвала с подборкой вкладышей. Коленвал с критическими повреждениями или осевым искривлением придется поменять.
![]()
Замер осевых смещений коленвала с помощью щупа
![]()
Комплект измерительных стальных пластин щупов
Повышенное содержание металлической стружки в фильтре и поддоне указывает на износ пар трения. В таких случаях нужно срочно найти причину образования такой стружки.
Диаметр шеек коленвала можно измерить обычным микрометром. Параметры разбалансировки, биений и осевых люфтов коленчатых валов определяют с помощью специальных индикаторов. Для этого нужно либо разместить вал на специальный стенд или станок, либо установить индикатор с магнитным штативом на блок двигателя. Замер выполняется при вращении.
Это интересно: Датчик ДПКВ в системе электронного распределения впрыска
![]()
Стенд с установленным индикатором часового типа для замера биений коленчатого вала
![]()
Индикатор часового типа, установленный на блок двигателя
Для определения зазора между шейками коленчатого вала и подшипниками применяют калиброванную пластиковую проволоку и бумажный шаблон со специальной шкалой. Способ довольно прост и доступен. Кусочек проволоки устанавливают на обезжиренную поверхность шейки коленчатого вала. Для ее фиксации можно применить небольшое количество густой смазки. Затем шейка накрывается подшипником и крышкой. Крышки обтягиваются, проволока внутри раздавливается на плоскости шейки (резьбовые соединения нужно затягивать динамометрическим ключом). Болты раскручивают и снимают крышку. Далее остается измерить ширину расплющенной полоски шаблоном. Значение будет соответствовать достаточно точному значению зазора.
![]()
Измерение зазоров между шейкой и подшипником с помощью калиброванной проволоки и шаблона
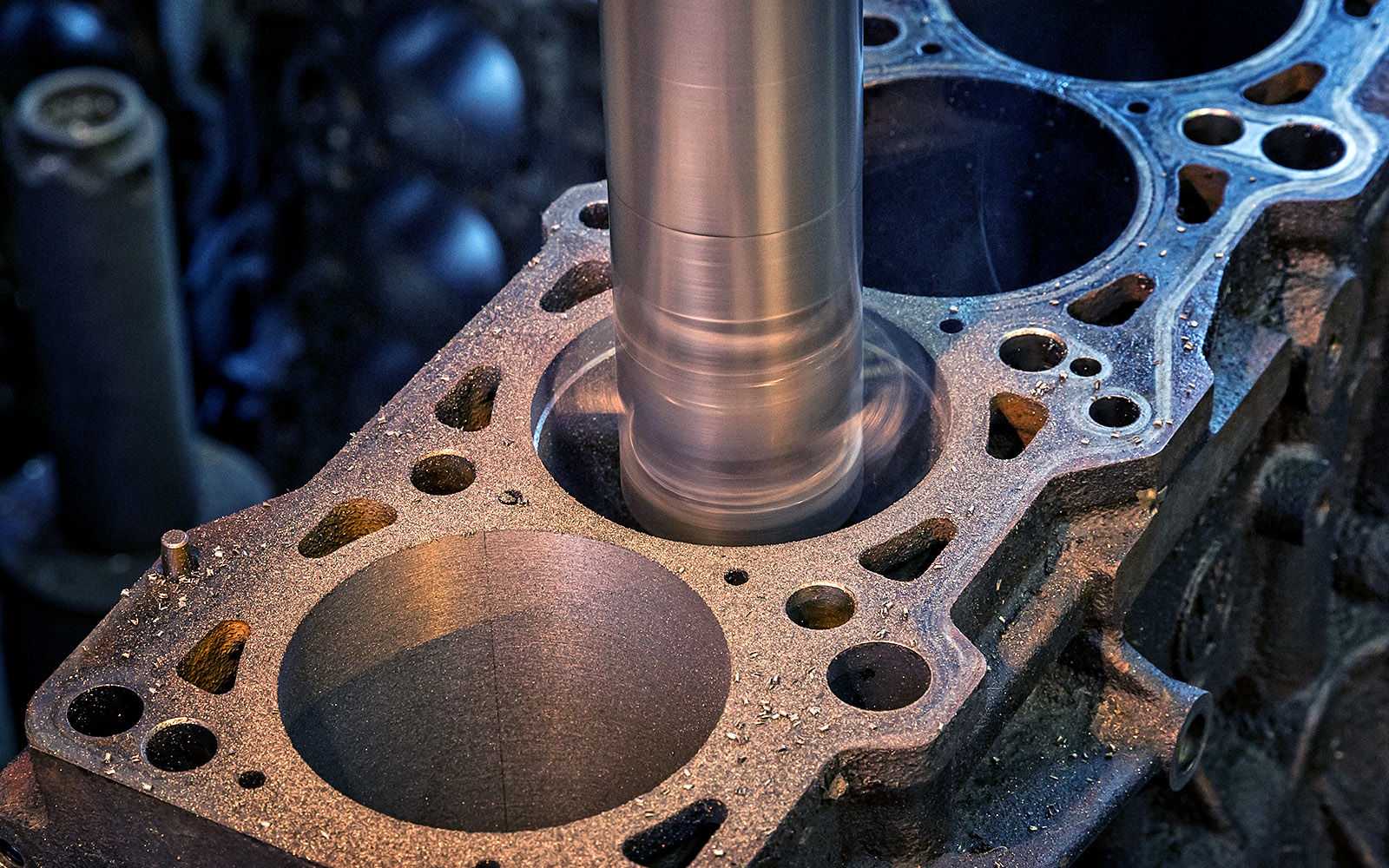
Расточка блока цилиндров
С течением времени и под влиянием высоких нагрузок дизельный двигатель начинает проявлять такие признаки неисправностей, как повышенный расход масла и топлива, неравномерная работа и прочие.
Часто это связано с тем, что геометрические показатели блока цилиндров двигателя постепенно изменяются и теряют свое соответствие требуемым нормам. В этом случае сервисные и ремонтные центры предлагают услугу расточки. Проведение данной процедуры требует как особых навыков, так и наличие специализированного оборудования.
![]()
Перед тем, как приступить к расточке, в обязательном порядке производится дефектовка, которая позволяет определить степень износа деталей двигателя, выявить неисправности и их причины. Дефектовка проводится с помощью высокоточных инструментов. Механик измеряет размеры зазоров, диаметры поверхностей цилиндра, люфт вала внутри блока и пр.
![]() Если диагностика выявила нарушение показателей геометрии цилиндров или наличие трещин и сколов на внутренней их поверхности, то производится расточка, в результате которой устраняются все деформированные элементы, а также восстанавливаются нормативные показатели параллельности и перпендикулярности всех плоскостей.
Если диагностика выявила нарушение показателей геометрии цилиндров или наличие трещин и сколов на внутренней их поверхности, то производится расточка, в результате которой устраняются все деформированные элементы, а также восстанавливаются нормативные показатели параллельности и перпендикулярности всех плоскостей.
![]()
Технология процесса
Расточка блока цилиндра происходит в несколько этапов:
- — постепенное пошаговое снятие слоев поверхности при помощи специального оборудования;
- — выравнивание поверхности цилиндра до необходимых геометрических показателей;
- — окончательная обработка абразивным составом.
Расточку блока цилиндров проводят на специальных расточных станках, работающих на небольшой скорости. Благодаря этому механик имеет возможность провести процедуру с большой точностью (до сотых миллиметра). В результате качество обрабатываемой поверхности получается очень высоким. Процедура расточки занимает довольно много времени. Растачивая блок, механик должен добиться параллельности всех цилиндров как по перпендикулярности к базе, так и по длине по отношению к ней. Необходимо выдерживать параллельность относительно постелей коленчатого вала, а не корпуса блока. В процессе расточки убирается и «эллипс», и конусность цилиндров. Нормальным считается отклонение величиной не более 0,01 мм по всей длине цилиндра. Расточку проводят с определенным припуском на хонингование (порядка 0,1 – 0,15 мм). Именно такой слой металла считается дефектным и убирается в процессе хонингования. Кроме того, небольшой припуск необходим, чтобы предотвратить перекос оси цилиндра при хонинговании. Если двигатель растачивается с целью увеличения объёма гнезда для ремонтного комплекта, необходимо заранее знать размер гильз, под которые будет производиться расточка.
https://youtube.com/watch?v=rxAv_YuNH0I
На внутренней поверхности блока цилиндра необходимо делать так называемые бороздки, которые представляют собой сделанные особым образом углубления. Они обеспечивают равномерное распределение моторного масла внутри цилиндра. Расточка блока цилиндра производится перед хонингованием, поэтому к ее осуществлению стоит подходить ответственно и поручать только проверенным опытным профессионалам. Это очень тонкий процесс, от качества которого зависит успешность множества последующих ремонтных и сервисных операций, а также срок службы дизельного двигателя и его дальнейшая продуктивность.
Как расточить блок цилиндров в домашних условиях? 2 способы
![]()
Вопрос о том, как расточить блок цилиндров в домашних условиях, в основном задают те начинающие рукодельницы, которые стремятся все соорудить собственноручно. Потому что сразу же возникает резонное недоумение: а есть ли вообще целесообразность проведения подобной работы в гаражных условиях? Ведь шлифовать блок цилиндров, так сказать, на колене – довольно неблагодарное занятие. И много времени будет потрачено и сил. Да и ставится под сомнение точность произведенной расточки. Как расточить блок цилиндров в домашних условиях? Это можно и без станка сделать несколькими народными способами. Они потребуют от энтузиаста терпения и времени. Вообще-то многие мастера рекомендуют это делать все, используя специализированный расточной станок. Здесь цилиндр будет подогнан почти идеально (хотя многое также зависит и от профессионализма мастера). А вот расточка вручную может и не дать идеального исполнения. Хотя, если нет доступа к станку, как вариант – может быть применена, особенно для моторных блоков мотоциклов или мопедов.
![]()
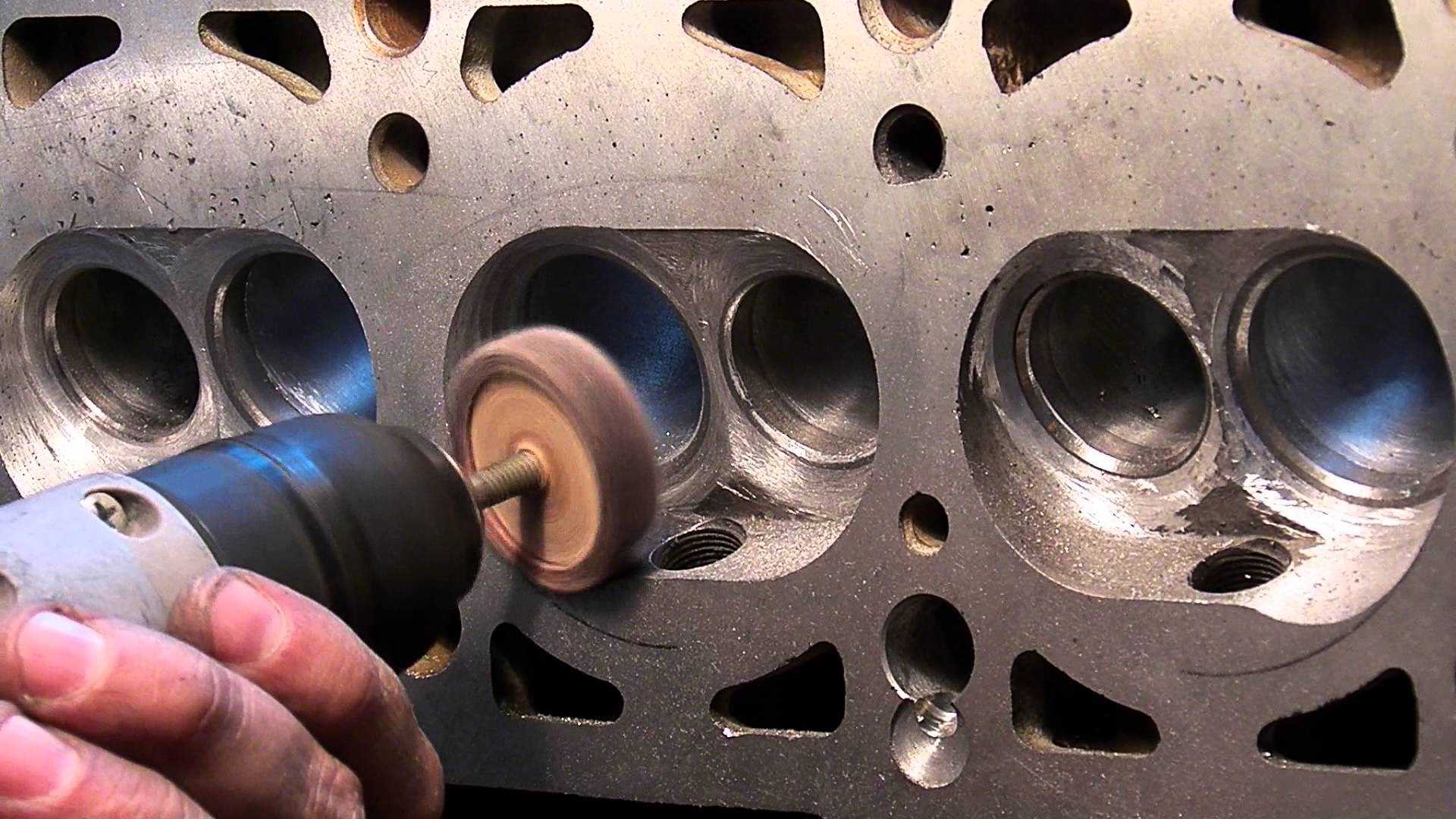
Первый способ: используя дрель
- Чтобы расточить цилиндры можно использовать обычную электродрель с малыми оборотами, но помощнее. Также нам понадобится изношенный поршень б/у с зазором (боковым) в самой гильзе. Еще будет нужна шпилька цилиндра и наждачка разного калибра на основе материи;
- В б/ушном поршни по центру сверлим дырку под шпильку, а на нее накручиваем гайку. Шпильку вставляем, чтобы торчала вверх, и крепления затягиваем достаточно сильно;
- На поршне пропиливаем разрез (ножовкой по металлу), в него вставляем наждачку, вращая вокруг конструкции, а саму полученную насадку вставляем в гнездо электродрели, плотно затянув;
- Сам цилиндр закрепляем, чтобы не двигался от вида работ. Насадка должна проходить гильзу насквозь;
- Начинаем процесс растачивания, включив дрель на небольшие обороты. Точим вверх и вниз, следя за тем, чтобы наждачная бумага не выходила из контакта с внутренней стороной гильзы. Сначала применяем большую, потом, когда новый поршень уже будет заходить в гильзу на 2/3 длины, более мелкую, и дотачиваем до размера;
- В конце шлифуем зеркало нулевкой. Хотя и советуют проводить много расточка смачивая маслом, мы пробовали – и на сухую отлично получается. А равномерность можно почувствовать руками при определенной сноровке.
Совет:
чтобы не отбить руки, шлифуя дрелью, продумайте, как хорошенько закрепить цилиндр, стараясь не повредить его при этом.
![]()
Второй способ: с помощью деревянной оправки
- Единственное, что придется-таки обратиться к мастеру, который бы выточил оправку для выполнения работ. Ее можно сделать из дерева по следующему принципу. Если собрались, к примеру, растачивать цилиндр на 76, то оправка из деревянного круглого бруса должна быть 74 мм в диаметре. А в длину подобная фишка должна быть больше цилиндра на 150-200 мм;
- В самой оправке, изготовленной по размерам, сверлим дырку для воротка. А вдоль пропиливаем разрез ножовкой, куда мы будем потом вставлять наждачная бумага для проведения работ по расточке. Глубина паза – примерно 10 мм;
- Наждак покупаем и с крупным, и с мелким зерном и, желательно, влагостойкий, на тканой основе;
- Вставляем наждак в надрез на оправке и оборачиваем вокруг. Сначала это должен быть большой. Наждачная материал обильно смачивают маслом и приступаем к самому процессу. Делать это надо так: вращать оправку внутри, до достаточно свободного движения. После чего, если самодельная насадка движется слишком свободно, надо проложить под шлифующий материал полосу бумаги или картон, обернув вокруг.
![]()
Предупреждаем сразу, процесс довольно длительный. Надо запастись терпением и силами. Можно устроить перекур, например, чтобы немного отдохнуть. Утолщая бумагу между наждаком и оправкой, доводим расточка до нужного размера поршня, периодически вставляя и проверяя. Как только начинает туго проходить внутрь, выбираем уже более мелкую шлифовку, делая таким способом зеркало.










В идеале поршень должен находится в цилиндре достаточно плотно и не смещаться вниз от своего веса (это для машинных моторов). А на мотоциклетных – поршень может сновать довольно легко, но не должен болтаться (так как при нагревании его будет подклинивать от расширения).
Как видим, в вопросе, как расточить блок цилиндров в домашних условиях, ничего военного не наблюдается. Нужно, разве что, отличное терпение и аккуратность. Ну, и время, потраченное на расточку.